广西玉柴机器股份有限公司 537005
| 小组名称 | 一发厂设备管理科重机维修七班 | 注册登记编号 | |||||
| 课题名称 | OP1。030缸套压装机自主改造 | 活动时间 | 2011/01-2012/06 | ||||
| 小组类型 | 问题攻关型 | 组长 | 戴剑伟 | ||||
| 小组成员 | |||||||
| 曾春林 | 本科 | 电气工程师 | 陈堂标 | 高技 | 机械工程师 | ||
| 庞振华 | 大专 | 助理工程师 | 黄 武 | 高技 | 高级钳工 | ||
| 韦 栋 | 中专 | 助理工程师 | 黄广源 | 高技 | 助理工程师 | ||
| 梁腾升 | 高技 | 高级钳工 | 杨鹏飞 | 高技 | 高级钳工 | ||
重机总装OP1.030缸套压装机是一台德国进口设备,设备采用TOX驱动器驱动电机压装测量缸套凸出高度。由于设备使用年久经常会出现驱动电机报警无法复位消除,导致压装机不能压装测量缸套。维修人员经常通过调整电机的刹车和同轴皮带张紧度使故障消除,但调整过后得一段时间故障又重新出现。TOX驱动器在玉柴仅有一台设备使用,设备资料少根据目前掌握的TOX软件知识设置参数也无法彻底排除故障。设备出现故障不能压装测量只能采取人工用表测量,MES系统不能实时采集测量数据进行进行监控,发动机的产品质量得不到保证。
项目攻关要求:
【项目攻关所解决的关键性问题】
1、能够满足工艺要求,压装压力符合工艺且故障少,易维护,成本低。
2、能够彻底解决设备故障,保证质量数据能够被MES系统实时采集。产品质量得到有效保证和监控。
3、TOX压装机是德国进口设备,改造后TOX驱动器与西门子PLC通讯程序处理。
4、西门子PLC程序与测量探头数据交换通信。
【项目攻关的可行性方案或措施】
1、用国产汽缸自主改造代替原来的进口电机驱动压装,故障少,易维护,成本低安全稳定。
2、编写西门子PLC程序控制改造的汽缸动作,编写通信程序采集测量数据。保证改造过后
测量的结果跟原来改造前的一样。
【项目攻关的预期成果及其指标】
1、减少故障,减少对进口设备的依赖,降低维修强度,提高效率。
2、方便操作,设备的改造,简单可行,可靠性得到提升,维护成本大降低。
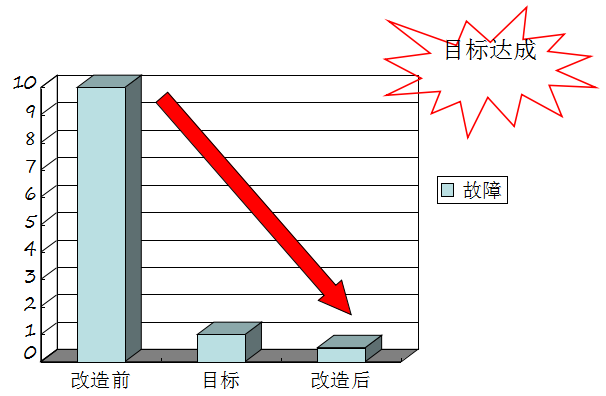
由小组项目负责人黄志恩和曾春林对P1.030压装机故障1月到6月进行统计与分析(月故障率:10次/月)。
调查表
| 故障现象 | 电机发热 | 压装机回不到原位 | 驱动EDC故障报警 | 测量没有压力报警 | 测量数据不准确 |
| 出现次数 | 17 | 8 | 12 | 10 | 7 |
| 是否影响生产 | 是 | 是 | 是 | 是 | 是 |
| 调查者:黄志恩、曾春林 | 2012/09/18 | ||||
通过上表可以看出,OP1.030压装机出现故障主要是电机发热驱动器EDC报警编码器无法回到原位等原因。每次出现故障处理时间都比较长,严重影响到流水线的正常流转。人工拿表应急测量,质量数据不能被MES系统实时采集。不能进行有效的监控,产品质量得不到可靠性保证。改造设备,减少设备故障率确保产品质量势在必行。
| 电机发热 | 电机本身故障,无备件更换。驱动电机发热引起驱动器报警。 |
| 压装机回不到原位 | 进口压装机编码器检测回不到原位,编码器本身故障 |
| 驱动器EDC故障报警 | 驱动电机发热引起驱动器经常报警。 |
| 测量没有压力报警 | 驱动电机有故障,检测压力没有达到设定监控值报警。 |
| 测量数据不准确 | 驱动电机输出扭矩不足,造成缸套压不到位,测量数据不准确 |
| 结论 | 故障出现的部分主要是驱动器和电机本身。 |
| 进口的驱动器以及驱动电机整套全部是进口的,采购时间长价格贵,一套价值12万人民币。整个玉柴就只有一台设备没有备件更换,出现故障时只能是停机维修人工测量处理。把进口设备改造成国产设备,势在必行。 | |
【目标可行性分析】
纵向比较:班组成员具有丰富维修经验。横向比较:有类似设备,可以参考加以改进。经小组民主评议,一致认为:我们的目标能实现。
| 序 号 | 针对故 障问题 | 对策 | 目标 | 措施 | 执行人 | 负责人 | 完成 时间 |
| 1 | 把所有的故障彻底解决掉,不反复出现类似的问题 | 重新改造用国产的汽缸代替进口的驱动电机进行压装测量,编写PLC控制程序使改造后的使用效果跟原来一样彻底解决压装机问题。 | 整改后设备可靠性高,结构简单备件通用化,且成本低,又方便维修。 | 把设备进行改造,把德国进口设备改造成国产设备。简单又方便维护,故障率低。 | 黄志恩、陈堂标、杨鹏飞 | 曾春林 | 2012. 05.01 |
工作推进计划表
| 序号 | 工作内容 | 节点 | 负责人 | 备注 |
| 1 | 方案及方案可行性验试 | 4月30日 | 曾春林、陈堂标 | 完成 |
| 2 | 方案评审通过 | 4月10日 | 庞振华、陈堂标 | 完成 |
| 3 | 设备改造审批 | 4月15日 | 庞振华、曾春林 | 完成 |
| 4 | 备件到位 | 5月5日 | 陈堂标 | 完成 |
| 5 | 预装配试验 | 5月6日 | 黄武、杨鹏飞 | 完成 |
| 6 | 实施整改PLC程序编写电气改造 | 5月15日 | 黄志恩、曾春林、陈堂标 | 完成 |
| 7 | 总结材料 | 8月10日 | 韦栋 | 完成 |
整改工艺推进计划表
| 日期 | 负责人 | 节点 | 工序项目 | 配合人 | 工艺要求 |
| 预备工作和实施 | |||||
| 5/5 | 陈堂标 | 5/5 | 查找备件 | 韦栋 | 测绘,出图纸,加工备件 |
| 10/5 | 杨鹏飞 | 14/5 | 汽缸预安装 | 黄武梁腾升 | 验证预装 |
| 15/5 | 黄志恩 | 18/5 | 备好电气工具,现场实施 | 曾春林黄广源陈堂标 杨鹏飞黄武 | 按预先方案,把进口驱动电机和驱动器整套拆下。把自己改造的国产汽缸安装代替,拉气管气源。电气线路改造,西门子PLC控制程序编写通信程序修改。 |
| 18/6 | 黄志恩 | 20/5 | 调试 | 曾春林陈堂标 | 按设备技术要求、工艺要求调试 |
【一组实施图片】

设备改造前使用的德国进口驱动电机
设备改造后最终替代的汽缸压装机
【电气控制程序通信图片】
设备PLC与TOX驱动器通信程序编写
西门子PLC与测量探头数据采集通信编
【汽缸动作PLC控制程序】
设备改造后程序编写改造
【改造后设备组态与MES数据采集结果】

设备改造后软件组态改编
方案实施后,由陈堂标对使用效果进行跟踪。设备运行正常。M机L机A机三种机型全部验证过,测量的质量数据全部符合工艺要求。MES能够采集到质量数据,产品质量得到有效监控。国产气缸工作时的压力可靠稳定,不出现波动现象。压装机运行三个月没有出现故障,设备故障彻底得到解决。
活动前后对比
经济效益估算
| 项目 | 节约费用 | 备注 |
| 设备改造投资费用 | 120000-1500=115000元 | 咨询设备厂家,报价一个套需要 120000元,改造更换的国产 气缸1000块加上感应开关全部改造需要1500元。节约11万 多人民币。减少进口设备备件采购。 |
| 无形效益 | 解决了工序生产瓶颈,保障天标的顺利完成。 | |
| 班组成员 进步 | 在实践中得到了煅练,增强了创新能力团队合作能力。 |
(1)我们终于改造成功了!当我们看到我们改造的设备能够达到自己预期的效果时,心中有一股成就感深深的涌上心头。通过全体小组成员的努力,我们把进口设备进行国产化改造积累了宝贵的经验。
(2)我们计划把“降低OP1.170翻转机故障率”做为下一个攻关课题。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号