黔西南州特种设备检验所,贵州省兴义市 562411
【摘要】蒸压釜建筑材料生产重要设备数量增多,只有严格按照相关技术规范和标准进行设计、制造、安装、使用、检验检测各个环节管理,才能保证蒸压釜的安全运行和提高蒸压釜的使用寿命,实现建筑材料生产企业的安全经济运行和不断发展。
【关键词】蒸压釜、环节管理、过程监控、安全运行、延长寿命;
蒸压釜又称蒸养釜,是建筑材料加气砖生产的主要设备,形状为圆柱形卧式设备。近年来国家大力推进城镇化建设,加气砖成为城镇化建设的重要材料之一,为了保证房屋建设、城市道路建设的原材料需求,蒸压釜生产加气砖的生产企业迅猛发展,蒸压釜的安全使用成为企业安全管理的重中之重,提高蒸压釜的使用寿命直接关系到企业的经济效益和企业的生成发展。
我们怎样才能保证蒸压釜的安全运行,并且提高蒸压釜的使用寿命呢?作为企业只有充分认识和了解蒸压釜的结构和工作原理,认识其损伤模式,掌握其失效形式。通过设备结构、工作原理、损伤模式、失效形式全面分析。从蒸压釜的设计、制造、安装、使用、检验检测等方面作手,进行全方位、全过程的有效监控管理,才能提高蒸压釜的安全运行和延长使用寿命。
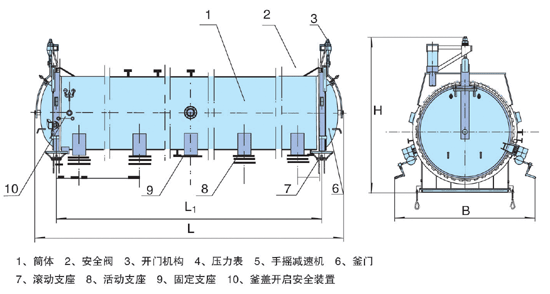
蒸压釜的结构及工作原理:从以下简图可以看出蒸压釜的机构部件包括:筒体、釜门、开门机构、固定支座、滚动支座、釜盖开启安全装置、小车轨道、托料小车、釜盖手摇开关器、安全阀、压力表等。设备主体材质为Q345R。附属设备有:卷扬机、牵引钢丝绳、托砖小车等。
其生产过程属间歇操作,一个生产周的生产过程是:装料→升温升压→保温保压→降温减压→出产品;工作压力:0.8~1.5MPa,工作温度:200°C左右,介质:蒸汽、硅酸盐制品、冷凝水等,属碱性环境。

蒸压釜的的损伤模式和失效形式:
损伤模式:
蒸压釜操作环境有密切关系,碱性环境容易发生碱腐蚀,压力温度的周期性循环变化容器产生疲劳破坏,导致裂纹、变形产生,小车碰擦内壁,蒸压釜快开门连锁装置失效,导致釜门异常打开发生安全事故等。
釜底的腐蚀:蒸压釜正常操作环境介质有蒸汽、冷凝水、硅酸盐混凝土,物料中的碱性物质残存于冷凝水中,冷凝水PH为11~13呈碱性,碳钢在碱性溶液中非常稳定,正常情况不会发生腐蚀,内底部产生碱的浓缩堆积时容易产生碱腐蚀。
由于蒸压釜处于水平安装,冷凝水积极于底部,导致碱的浓缩Ca(OH)2达到导致碳钢产生碱腐蚀的浓度,导致设备底部产生碱腐蚀。每次蒸砖后不对釜进行内部清理、冲洗,大量的硅酸盐粉末及碎块沉积在底部,形成垢下碱腐蚀;打开釜门出、进料时空气进入釜体,氧和水的存在造成釜体底部的吸氧腐蚀;在碱、垢和氧的共同作用,底部产生严重的局部腐蚀。
釜体的疲劳损伤:
蒸压釜是间歇周期性的循环操作,一个操作循环有升温升压、降温降压过程,设备存在受热膨胀、降温收缩,产生交变的应力,在结构不连续、升温降温存在局部不一致,导致设备局部产生应力叠加和应力集中,该位置容易产生疲劳损伤,就会出现变形和裂纹等缺陷。疲劳损伤主要产生位置:
蒸压釜活动支座被卡死或者安装时被固定,釜体底部的热膨冷缩受阻,导致釜体整体弯曲变形,也可能导致支座变形,或者支座与筒体焊缝裂纹等缺陷;
筒体和封头链接快开门法兰,存在结构不连续,长时间周期性升温升压-降温降压循环操作,容易产生变形或者裂纹缺陷。
釜底存在局部腐蚀严重的位置在拉应力的作用下,容易产生应力腐蚀裂纹。
釜车碰擦内壁:
托砖小车设计与筒壁间隙过小时,可能直接碰擦筒壁产生沟槽,造成筒壁损伤,在热应力和拉应力作用下容易产生裂纹;
托砖小车轮轴变形、车轮磨损、轴承磨损磨损或轴承损坏,托砖小车车身下降直接碰擦筒壁,造成筒壁损伤;
轨道支撑腐蚀或变形,轨道腐蚀或变形,造成托砖小车下降导致小车与筒壁直接碰擦损伤筒壁;
操作人员未按操作规程操作,小车脱轨,造成小车直接碰擦筒壁损伤筒壁;
蒸压釜快开门连锁装置失效:
快开门连锁装置是保护快开门操作时,筒体法兰和封头法兰相互嵌套的快速密封锁紧装置,一种是手动操作蒸压釜的放空阀,第二种是远程操作电磁感应式,作用是:当快开门达到预定关闭部位,方能升压运行;当蒸压釜的内部压力完全释放,方能打开快开门。
连锁装置失效的危害有:(1)快开门未达到预定关闭部位,蒸压釜就能升压运行,相互嵌套的密封法兰未全部相互嵌套,在蒸压釜正常工作过程中产生滑脱导致快开门爆开,内部蒸汽产生爆炸导致蒸压釜的爆炸事故;(2)连锁失效后蒸压釜内部压力未完全释放,就能打开快开门导致蒸压釜,导致内部蒸汽产生物理爆炸;造成设备损坏、人员伤亡、生产停工,造成重大的经济损失。
提高蒸压釜的安全运行和延长使用寿命的措施:
要保证蒸压釜安全运行就必须控制好其设计、制造、安装、使用、检验检测等环节,保证设计、制造和安装的质量,避免蒸压釜的出生前不带入先天性的缺陷和故障;使用过程严格按照使用说明书和操作规程进行操作使用,不违规操作、不违章操作导致蒸压釜的异常损伤;平时做好蒸压釜的维护保养,做好巡回检查、月度检查、年度检查和周期性的检验检测工作,及时发现蒸压釜的隐患和故障,并将隐患消灭在在萌芽状态,避免安全事故的发生。具体从以下方面入手:
蒸压釜的设计:使用单位应按生产工艺要求提出合理的设计条件和正确操作参数,包括工作介质组分和特性、工作压力、温度范围、环境温度、气候条件等;设计过程控制主要有:材料的正确选取、设备的大小规格型号确定、结构的合理,合理的预防腐蚀、安全附件、保温或保冷措施要求;保证设计质量。
制造环节:控制好设备材料的采购和验收、焊接工艺的合理、施焊人员资质和能力符合相关要求,无损检测方法和要求规范,试验项目和要求符合压力容器安全技术监察规程、建造标准及设计要求,保证制造质量。
蒸压釜的安装:土建施工单位须严格按照设计图纸要求做好基础,保障基础的尺寸、混凝土质量符合要求,出具基础质量合格证明书;设备安装单位对基础规格尺寸、水平度进行验收,合格后方能将蒸压釜安装到基础上,设备固定支座要固定在基础上,活动支座下的活动滚柱受力均衡,能够在预定范围内滚动,保障蒸压釜的热胀冷缩自如;托料小车轨道安装水平牢固,小车在蒸压釜内部运行自如、无碰擦;釜门的开关自如、连锁有效;安全附件齐全有效;蒸汽阀门开关灵活;保证安装质量。
使用环节安全管理:首先,加强作业人员培训,保证懂设备、会操作、能够维护保养,投用前检查快开门的连锁装置有效,不能拆除;第二,规范进料、出料,控制料车不碰擦损伤筒壁;第三,严格操作规程,控制好升温升压速度,减少蒸压釜的局部温差应力造成局部变形和裂纹等缺陷;第四、检查活动支座活动自如,能够自如热胀冷缩,减少釜体支座变形和裂纹等缺陷;第五、恒温恒压阶段严格控制超温超压,避免蒸压釜超参数运行;第六,保证排污有效,减少含碱冷凝液在釜底积水,避免局部碱腐蚀;第七,定期对釜底硅酸盐沉积进行清理、冲洗,减少和避免垢下碱腐蚀的发生;第八,定期进行蒸压釜的巡回检查、月度检查、年度检查,及时发现隐患,将隐患消灭在萌芽状态。
做好定期检验检测工作。首先,检查整体外观结构,内壁是否有变形、存在碰擦伤痕、腐蚀,封头与筒体连接釜齿结构是否合理、产生变形等;第二,外保温层有无脱落,对破损和脱落位置设备表面进行全面检查;第三,焊缝检查:重点釜体法兰与釜体、釜盖法兰与釜盖的连接焊缝、现场组焊和修理补焊位置;第四,检查排污管及排污阀的结构的腐蚀、釜体底部腐蚀情况,必要时应进行超声波测厚;第五,检查轨道与釜体连接、轨道的变形和腐蚀;第六、检查支座,固定支座固定情况,活动支座的活动情况,变形和焊缝裂纹情况;第七、基础检查:主要是基础有无破损、下沉等。通过检验检测发现异常隐患,超过安全技术规范和相关标准时,需进行修理达到要求才能继续使用。
结束语,近年来国家推进城镇化建设及工业化的发展,加气砖的企业迅猛发展,蒸压釜数量增多对安全管理要求不断提高,只有通过设计、制作、安装、使用、定期检验检测各个环节的严格管理,达到相关技术规范和标准的要求,才能保证蒸压釜的安全运行和提高蒸压釜的使用寿命,实现建筑材料生产企业的安全经济运行,有效推动中国城镇化的进程,推动各行各业的发展。
参考文献:
郭培杰《蒸压釜的风险分析与控制》1981
来源《浅述蒸压釜裂纹产生的原因》2013
3、强天鹏《压力容器检验》2017 等;

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号