身份证号: 430524198005098***
摘要:传统LED光条PCB灯板前后都是PVC胶料挤出成型的,PCB灯板前后无保护,灯珠前面也无导光零件。本方法可分别通过硬质高温保护板和U型导光TPU胶层来分别PCB灯板与内壳体,避免高温挤出的内壳体烫伤PCB灯板,避免高速流出熔融胶料挤压使PCB灯板弯曲和挤坏灯珠,较好的保护了PCB灯板以及灯珠,可延长PCB灯板以及灯珠的使用寿命。
关键词:挤出式 侧发光光条 生产方法
一、传统LED光条生产方法
LED挤出式侧发光光条越来越普及,传统LED光条PCB灯板前后都是PVC胶料挤出成型的,PCB灯板前后无保护,灯珠前面也无导光零件。灯条出线方式是将电源线焊在PCB灯板,然后注塑堵头或灌胶水固定电源线。这样造成LED光条发光效果不好,灯条照明时温度高,灯珠易粘到PVC胶料上使灯珠损坏,并且组装不方便,电源线连接不牢固。
二、本LED挤出式侧发光光条结构
为了解决现有技术中的问题,本人对光效果好、耐高温、散热好、不粘灯珠寿命高且电源线易于安装、牢固可靠的一种LED挤出式侧发光光条及其生产方法进行研究。
这种LED挤出式侧发光光条,包括灯条本体,灯条本体包括发光组件和挤出成型的外壳。(图1、图2)
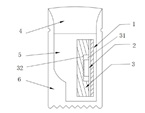
图1 图2
发光组件包括硬质高温保护板、PCB灯板和U型导光TPU胶层。PCB灯板的前侧设有灯珠,PCB灯板的后侧与硬质高温保护板相贴合连接,PCB灯板的前侧与U型导光TPU胶层相贴合连接,U型导光TPU胶层上设有U型导光槽,灯珠位于U型导光槽内,发光组件设置在外壳内。U型导光槽的槽底设有多条平行排列的导光凸起条纹。
外壳包括透明的内壳体、不透明的外壳体和透明的灯罩,发光组件嵌入设置在内壳体之内,外壳体设有容置槽,内壳体设置在容置槽内,灯罩设置在容置槽的槽口,灯罩、外壳体完全包裹内壳体,PCB灯板与灯罩相垂直。(图3内壳体、图4外壳体和灯罩)
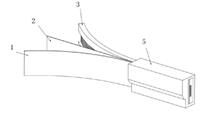
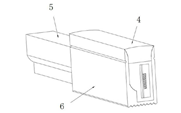
图3内壳体 图4外壳体和灯罩
灯条本体连接有电源线组件,电源线组件包括U型内锁扣和与U型内锁扣一一对应的U型外锁扣,U型内锁扣有二个并分别夹紧在灯条本体的前端和尾端,U型外锁扣套在U型内锁扣上。U型内锁扣设有U型内锁扣卡槽,灯条本体的外壳体设置在U型内锁扣卡槽内,U型内锁扣卡槽的槽侧面设有凸起刺点,凸起刺点压紧在外壳体上,外壳体为软质胶料挤出成型。(图5 U型内锁扣、图6 U型外锁扣)
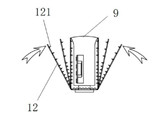
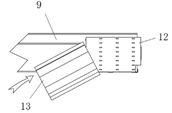
图5 U型内锁扣 图6 U型外锁扣
电源线组件还包括前接电源线和尾接电源线,前接电源线上设有前接插头,尾接电源线上设有尾接插头,前接插头通过螺钉与位于灯条本体的前端的U型外锁扣连接,前接插头、灯条本体的前端之间夹紧有防水胶垫,尾接插头通过螺钉与位于灯条本体的尾端的U型外锁扣连接,尾接插头、灯条本体的尾端之间夹紧有防水胶垫。
前接插头上设有与前接电源线电连接的前插片,前插片插入内壳体并与PCB灯板的焊盘电连接,尾接插头上设有与尾接电源线电连接的尾插片,尾插片插入内壳体并与PCB灯板的焊盘电连接。(图7光条分解示意图)
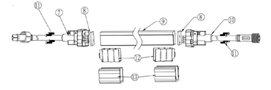
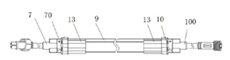
图7光条分解示意图 图8装配示意图
三、本LED挤出式侧发光光条生产方法(图8装配示意图)
本LED挤出式侧发光光条生产方法生产方法,包括以下步骤:
挤出成型灯条本体,包括以下子步骤
A、装配发光组件:在PCB灯板的后侧贴合硬质高温保护板,PCB灯板的前侧安装有灯珠,在PCB灯板的前侧贴合U型导光TPU胶层,通过U型导光TPU胶层上的U型导光槽罩住灯珠;
B、挤出成型内壳体,使内壳体包裹发光组件;
C、挤出成型外壳体和灯罩,使外壳体、灯罩分别包裹内壳体,外壳体为软质胶料挤出成型;
2、将灯条本体与电源线组件进行装配,包括以下子步骤:
A、装配U型内锁扣:将二个U型内锁扣分别夹紧在外壳体的前端和尾端上,使U型内锁扣的凸起刺点压紧在所述外壳体上;
B、装配U型外锁扣:分别在各个U型内锁扣上套上U型外锁扣;
C、装配前接电源线和尾接电源线。将前接电源线的前接插头的前插片插入内壳体并与PCB灯板的焊盘电连接,在前接插头、灯条本体的前端之间安装防水胶垫,通过螺钉连接前接插头与U型外锁扣;将尾接电源线的尾接插头的尾插片插入内壳体并与PCB灯板的焊盘电连接,在尾接插头、灯条本体的尾端之间安装防水胶垫,通过螺钉连接尾接插头与U型外锁扣。
四、本LED挤出式侧发光光条具体实施方式
1、图1至图8中的附图标号为:硬质高温保护板1;PCB灯板2;U型导光TPU胶层3;U型导光槽31;导光凸起条纹32;灯罩4;内壳体5;外壳体6;前接电源线7;前接插头20;防水胶垫8;灯条本体9;尾接电源线10;尾接插头100;螺钉11;U型内锁扣12;U型外锁扣13。
2、如图1至图8所示,灯条本体9包括发光组件和挤出成型的外壳,其中,发光组件包括硬质高温保护板1、PCB灯板2和U型导光TPU胶层3,TPU为热塑性聚氨酯弹性体橡胶,PCB灯板2的前侧设有灯珠,PCB灯板2的后侧与硬质高温保护板1相贴合连接,PCB灯板2的前侧与U型导光TPU胶层3相贴合连接,U型导光TPU胶层3上设有U型导光槽31,灯珠位于U型导光槽31内,发光组件设置在外壳内。硬质高温保护板1优选为全透明或半透明的硬质塑胶片。外壳包括透明的内壳体5、不透明的外壳体6和透明的灯罩4,内壳体5通过PVC(聚氯乙烯)透明胶料挤出成型,灯罩4为PVC半透明胶料挤出成型,外壳体6为PVC白色胶料挤出成型,发光组件嵌入设置在内壳体5之内,外壳体6设有容置槽,内壳体5设置在容置槽内,灯罩4设置在容置槽的槽口,灯罩4、外壳体6完全包裹内壳体5, PCB灯板2与所述灯罩4相垂直,形成侧发光。
3、如图1至图8所示, U型导光槽31的槽底设有多条平行排列的导光凸起条纹32。灯条本体9连接有电源线组件,电源线组件包括U型内锁扣12和与U型内锁扣12一一对应的U型外锁扣13, U型内锁扣12有二个并分别夹紧在灯条本体9的前端和尾端,U型外锁扣13套在U型内锁扣23上。U型内锁扣12设有U型内锁扣卡槽,灯条本体9的外壳体6设置在U型内锁扣卡槽内,U型内锁扣卡槽的槽侧面设有凸起刺点121,凸起刺点121压紧在外壳体6上,外壳体6为软质胶料挤出成型。电源线组件还包括前接电源线7和尾接电源线10,前接电源线7上设有前接插头70,尾接电源线10上设有尾接插头100,前接插头70通过螺钉11与位于灯条本体8的前端的U型外锁扣13连接,前接插头70、灯条本体8的前端之间夹紧有防水胶垫8,尾接插头100通过螺钉11与位于灯条本体9的尾端的U型外锁扣13连接,尾接插头100、灯条本体9的尾端之间夹紧有防水胶垫8。前接插头70上设有与前接电源线7电连接的前插片,前插片插入所述内壳体5并与所述PCB灯板2的焊盘电连接,尾接插头100上设有与尾接电源线10电连接的尾插片,尾插片插入内壳体5并与PCB灯板2的焊盘电连接。
4、灯条本体9分成2次挤出成型,第一次挤出时,在PCB灯板2前侧面加上U型导光TPU胶层3,在PCB灯板2的后侧面加上全透明或半透明的硬质塑胶片一起挤出成型,使得刚从机器出来的高温PVC胶料不会烫伤和粘住PCB灯板2以及灯珠和各电子元件,避免高速流出熔融的PVC透明胶料挤压使PCB灯板2弯曲和挤坏灯珠。保护了PCB灯板2和各电子元件,提高了生产良品率,也避免了挤出成型时电子元件受到小的损伤,容易这种操作不影响PCB灯条2的功能但会影响PCB灯条2的寿命。TPU胶料耐高温的特性使PCB灯条2工作时,灯珠散发的热量不会让U型导光TPU胶层3变软与灯珠粘在一起,TPU胶料透明度好的特性,可以提高导光效果,在U型导光TPU胶层3的U型导光槽31内设置多条平行排列的导光凸起条纹32,则可以进一步提高导光效果。
5、通过带凸起刺点121的U型内锁扣12围住灯条本体9的前端和后端,然后用力将U型外锁扣13套到U型内锁扣12上,U型内锁扣12的凸起刺点121将插入软质的灯条本体9的表面,这样灯条本体9和U型内锁扣12、U型外锁扣13就固定好了。再将防水胶垫8安装到前接接头70和尾接接头100,分别通过前插片、后插片插入灯条本体9的PCB灯板2后面的焊盘上,因为PCB灯板2后面硬质高温保护板1,所以更容易使前插片和后插片插入,且不会被成型内壳体5的软质PVC料粘住,使PCB灯板2的焊盘与前插片、后插片接触更好。最后将U型外锁扣13分别和前接插头70、尾接插头100通过螺钉11锁上。通过替换PCB灯板2,成品光条可以做成高压交流和低压直流等不同光条,电源线也对应有不同。
本发明提供的一种挤出式侧发光光条及其生产方法,在灯条本体9第一次挤出成型时,分别将U型导光TPU胶层3和硬质高温保护板1在PCB灯板2前后,然后合在一起穿过模具,进行内壳体5的成型,将刚从机器出来的高速流出的高温PV C透明胶料被U型导光TPU胶层3和硬质高温保护板1分隔开,使PCB灯板2没有与高温PVC透明胶料直接接触,避免高速流出熔融的PVC透明胶料挤压使PCB灯板2弯曲和挤坏灯珠及电子元件,而熔融的PVC透明胶料温度高和有粘性,也不会烫坏和粘住PCB灯板2、灯珠和各电子元件。在第二次挤出成型时,将第一次成型的内壳体5外面再包上PVC白色胶料成型的外壳体6和PVC半透明胶料成型的灯罩4。
6、将带凸起刺点121的U型内锁扣12掰开成八字型,然后将带凸起刺点121的U型内锁扣12包住灯条本体9前端和后端的三个面(不含发光面),用力将凸起刺点121插入软质的灯条本体9的表面。把U型外锁扣13对准U型内锁扣12的口边往上推套住U型内锁扣12,使U型内锁扣12的凸起刺点121固定在外壳体6里面,这样灯条本体9和U型内锁扣12、U型外锁扣14的安装完成。然后再安装好前接电源线7和尾接电源线10。灯条本体9的尾部可接尾接电源线10或尾盖。
五、结论
通过上述方案,可分别通过硬质高温保护板和U型导光TPU胶层来分别PCB灯板与内壳体,避免高温挤出的内壳体烫伤PCB灯板,避免高速流出熔融胶料挤压使PCB灯板弯曲和挤坏灯珠,较好的保护了PCB灯板以及灯珠,可延长PCB灯板以及灯珠的使用寿命。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号