中国航发上海商用航空发动机制造有限责任公司 201306
摘要:众所周知,航空发动机装配工艺在发展的过程当中经历了不同的阶段,在这当中,分布型柔性工装控制系统、移动型自动钻铆机器人、移动流水线、激光跟踪定位技术以及可视化管控等环节均借鉴和运用了相应的装配工艺,以汽车和机械产品领域作为借鉴,使得发动机装配技术取得了很大的进步,一方面,能够压缩经济成本,降低风险,另一方面,也满足了未来发展趋势的需要。本文通常阐述大型商用航空发动机总装工艺方案,说明了航空发动机中低压涡轮主单元体安装工艺方案,分析了大型商用航空发动机总装工艺的发展趋势,从而有效提升大型商用航空发动机整机装配工艺应用的总体水平。
关键词:大型商用;航空发动机;整机装配工艺;提升趋势
引言:一般来说,航空发动机属于高度精密且复杂的热力机械装置,其运行情况与飞机相关的性能、稳定性、经济效益等存在密切的关联。对于航空发动机来说,包含了很多不同的零部件,装配过程十分复杂。现阶段,数字化制造技术在航空中的应用,发挥出良好的作用。在数字化装配过程中包含了自动化、数字化以及计算机等不同类型的技术,有效确保了航空发动机装配技术应用的质量,提升了效率,有利于推动航空发动机装配技术的不断发展。鉴于此,系统思考和分析大型商用航空发动机整机装配工艺及其提升趋势显得尤为必要,拥有一定的研究意义与实践价值。
1.大型商用航空发动机总装工艺方案相关概述
根据有关装配技术原理,不难看出,飞机总装的大部件对接和发动机总装相应的主单元体安装相同,不过从发动机的构造与技术方面来说,却存在着很大的差别。此次研究的过程当中,着重阐述常见发动机总装工艺方案的情况,以便确定二者间显现出来的差异性与特殊性特征[1]。鉴于工艺方法方面发动机总装环节当中的核心机主单元体和低压涡轮,即LPT主单元体的安装大体相同,所以,此次研究将LPT主单元体安装当作例子,下图1代表的是LPT主单元体的安装图。

图1 LPT主单元体的安装图
2.航空发动机中低压涡轮主单元体安装工艺方案的说明
对于航空发动机中的低压涡轮(LPT)主单元体而言,其中的LPT轴应该和风扇主单元体中相应的风扇轴实现插入对接的效果。并且,在LPT主单元体的前端面应该和核心机主单元体中的后端面予以有效插入对接,而两个配合端面相应的结构则为转子、静子机匣。在这当中,LPT轴和风扇轴的配合面存在相应的花键、定心柱面。LPT主单元体的前端面和核心机的后端面进行配合运行的过程中,通常包含了两个机匣的环形安装边、众多对多级蜂窝以及中介轴承外环和滚动体等部分。
具体的工艺实施步骤如下:第一,合理运用工装支撑风扇的主单元体、核心机主单元体完成调平处理。第二,科学安装LPT主单元体相应的转静子固定工装、轴端引导杆以及相关单元体吊具等,实现起吊到预定工位的效果。第三,借助吊车配合人工调控LPT单元体的方式,保持水平的状态,让LPT轴相应的引导杆和风扇单元体中的引导工装中心孔能够对中,完成插入对接的任务。第四,在引导杆进至引导工装当中某段长度之后,应该及时拆除LPT轴中段的固定工装。第五,合理运用吊车把LPT主单元体朝着核心机主单元体的方向推动,直至配合部位得以连接[2]。第六,做好引导工装与引导杆的拆除工作,仔细检查转子连接正确与否,假如是正确的,需要安装LPT轴端,使螺母被有效固定,接着进行LPT主单元体前安装边、核心机后安装边连接螺母的安装处理,随后,及时拆除剩下的相关固定工装、吊具,同时装设发动机支撑工装在涡轮后的机匣的上面,以便确保LPT 主单元体安装的科学性与合理性。
大型商用航空发动机总装工艺的发展趋势
鉴于从前运用上部吊车、人工调控对接安装方法的过程当中,无论是精度、刚性,还是安全、稳定性等方面,均存在着相应的弊端,为了满足航空发动机发展的需要,从未来的发展趋势来看,运用基于下部支撑下的轨道小车串联微位移执行系统,即一种发动机总装数字自动化对接系统方案,详情见下图2。
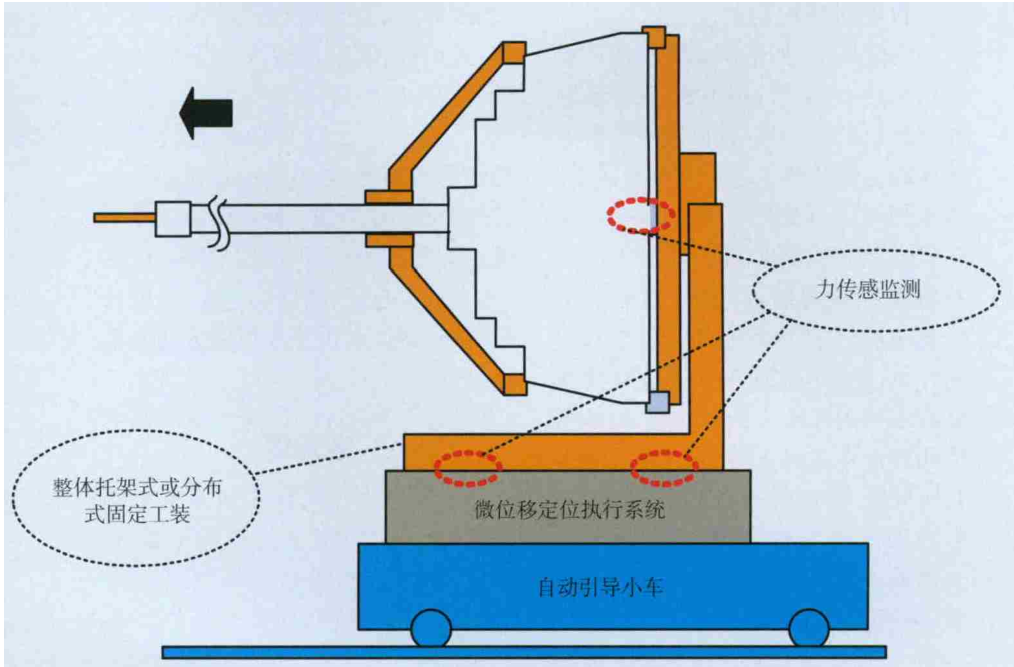
图2航空发动机总装数字自动化对接系统图
上图2中,下部引导小车具有的功能包含了运输对接单元体、科学对接低精度轴向以及振动隔离等。而微位移执行系统具有的功能以对接单元体的高精度姿态调控为主。实际上,小车、执行系统设计、制造、自动对接控制系统软件运用等环节十分重要,属于主要应用的技术。比如,可以实施实体扫描、数模修正的科学预测、分析以及技术应用,能够增强飞机总装工艺运用的效果,发挥出先进技术的良好作用。而测量系统则属于发动机总装、飞机总装数字化自动对接系统当中主要的构成部分,可谓发动机总装应用的重点内容。从技术与功能的角度而言,发动机总装单元体对接的测定发展具有以下趋势:其一,有关基准单元体、对接单元体相应的外部结构的坐标,能够带给起初轴向对接、转子引导一定的反馈,完成准确输入的任务
[3]。其二,两个单元体的插入对接部位相应的坐标,可以带给转子引导之后实时干涉的分析、预测工作准确的信息数据参考。其三,进行力传感测量的时候,需要准确监测对接环节当中的卡滞、磕碰以及重力情况的变动、外界载荷的影响等情况。
结论:从此次论文的论述与分析当中,不难看出,系统分析与思考大型商用航空发动机整机装配工艺及其提升趋势显得尤为必要,具有一定的研究意义和实施价值。本文通常阐述大型商用航空发动机总装工艺方案,说明了航空发动机中低压涡轮主单元体安装工艺方案,分析了大型商用航空发动机总装工艺的发展趋势。希望此次研究与分析的内容和结果,能够得到有关大型商用航空发动机整机装配工艺技术人员的关注与重视,并且从中获取相应的借鉴和帮助,以便增强大型商用航空发动机整机装配工艺应用的实际效果,进而促进我国大型商用航空发动机整机装配工艺的不断发展与进步。
参考文献:
[1]张渝,刘宜胜,汪俊熙,等.大型商用航空发动机整机装配工艺浅析[J].航空制造技术,2019,156(105):192-196.
[2]于群,孙方成,石宏.航空发动机装配技术的应用及其发展趋势[J].山东工业技术,2019,136(174):160-162.
[3]王济桥.新技术新产品新格局——全球商用航空发动机产业发展趋势分析[J].大飞机,2019,185(181):180-182.
作者简介:王雷,1988年12月,男,汉族,出生于黑龙江省宁安市,本科学历,工程师职称,研究方向:商用航空发动机装配,公司:中国航发上海商用航空发动机制造有限责任公司,邮编:201306

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



