航空工业沈阳飞机工业 (集团 )有限公司 辽宁 沈阳 110034
摘要:针对双工位分时互补电火花线切割加工工艺进行分析,明确该工艺的运行原理,阐述工艺在加工中的实践运用,从而认识到该工艺在复杂零件、高精度零件加工中的优势,提高制造行业加工水平。
关键词:双工位;分时互补;电火花线切割;加工工艺
我国制造行业在不断发展期间,常规形式的机械加工逐渐体现出一些问题,表现在硬质金属与复杂零件等的加工方面。为了解决加工问题,双工位分时互补电火花线切割加工工艺得到应用,一方面代替传统加工中的机械能,另一方面采用高频脉冲电源,达到电蚀加工的目的。所以,下面重点分析双工位分时互补电火花线切割加工工艺。
一、互补电火花线切割加工工艺概述
电火花加工也被称作放电加工,加工作业时工具、工件形成的脉冲性火花放电,凭借放电产生局部与瞬时高温,从而完成金属蚀除。通过火花放电会有腐蚀现象,金属材料在加工期间采用的方法被称作电火花加工,目前已经在我国制作行业得到广泛应用[1]。互补电火花线切割加工工艺是以电火花加工原理为前提,仅凭借金属丝便可以替换电火花加工需要的工具电极,工作台轨迹运动负责加工工件轮廓形状控制。
加工作业中运用电火花线切割工艺,脉冲电源脉间倍数往往超过1,所以导致比较严重的脉间时间能量消耗现象,建议通过脉间时间输出第二路脉冲,提高脉冲电源产生能量运用合理性。分时互补脉冲电源前级在加工过程中,是以半桥式开关电源为主,输出电压形式为直流可调电压。后级则是利用Stm32单片机,对两只开关管关断操作实施控制,直流电压经过两路斩波之后,输出两路分别存在死区时间,形成脉冲电压也具有互补性。分时互补脉冲电源运行原理如图1所示。
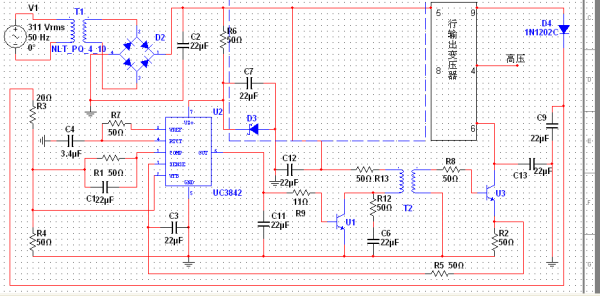
图1 分时互补脉冲电源运行原理图
二、双工位分时互补电火花线切割加工工艺实践应用
运用电火花线切割工艺,机床走丝路径,其特征在于电极丝组成闭合回路内部导轮位置的设置,使回路形成“U”型结构,搭建运丝支架,以此达到提高机床加工工位数量的目的。采用步进电机,针对运丝支架进给的方向、效率进行控制,实施工件切槽加工,因为工作平台完全绝缘,所以两个工位的加工作业可以同步进行,且彼此保持独立。电源正极与加工工件衔接,负极利用导电块与电极丝连接,为加工工艺的应用提供条件[2]。
为了发挥该工艺的优势,组建检测装置也非常重要,提前测量工件加工槽宽值、电压、电流信号等数值,其中加工槽宽值的测量设备采用激光共聚焦三维显微镜,后两者测量设备以示波器为准。
线切割加工过程中,切槽侧面近似于“U”型,针对槽宽进行分析,在切割槽正面随机的3点组织测量,两个侧面位置分别测量,最后计算平均值,为后续分时脉冲电源加工作业提供数据参考。另外,通过实践发现该工艺的运用还存在一些影响因素,例如电源输出电压、进给速度与脉间倍数等。建议加工作业之前组织实验,为了缩小数据误差,需要重复多次实验,最后选取平均值。数据参数如下:① 工件选择模具钢,厚度为8mm;② 电极丝选择钼丝,直径为0.18mm;③ 切削液以佳润乳化膏为宜,将其与自来水混合,比例为1:40;④ 储丝筒转速控制在15~40Hz之间;⑤ 脉间倍数空至在2~6倍;⑥ 工进速度以1~20μm/s为宜;⑦ 电源频率宜控制在1~50kHz之间;⑧ 输出电压以50~90V为宜[3]。
随后组织加工作业,发现工艺参数是槽宽的重要影响因素。切槽加工过程中,对比单路脉冲电源、分时脉冲电源的切槽效果,发现分时脉冲电源在双工位槽宽加工过程中具有较强的一致性,并且整体效果优于单路脉冲电源;进给速度方面,要与配合工件蚀除速度配合,才能够在提高加工速度的基础上,保证脉冲电源加工过程的稳定。加工过程中需要注意,电火花线切割在切槽作业中,主要优势是提高加工效率,所以将进给速度控制在20μm/s。
运丝频率增加,切屑与热量排除效果更佳理想,运丝频率控制为35 Hz,采用分时脉冲电源加工工艺,两工位槽宽加工完成之后的一致性得到优化。由此可知,如果脉冲电源频率降低小,单位脉宽值增加的同时,单位时间范围内的放电能量会随之增多,工件去除效率得到提升,但是丝损更加严重,作业过程中断丝率提高,槽宽也会相应加大。因此,分时脉冲电源频率以14 kHz为宜。
如果加工过程中脉间倍数增多,槽宽值降低,脉间倍数占空比也会随之减小,单一脉冲放电能量减少。保证常规放电加工规范基础上,脉间倍数提高,加工作业过程也就更加稳定。结合加工实践经验,发现单路脉冲电源脉间倍数控制为5倍时,放电加工过程中会产生短路现象,降低加工稳定性,因此脉间倍数需要控制在5以下。
电压增加之后,单一脉冲能量也会增加,为击穿工件提供所需能量。但是若电压超过限制,放电加工期间的槽宽值增加。针对单路脉冲电源进行加工,若加工电压不超过70 V,加工环节偶尔出现短路的现象,同步展开两个工位加工作业,若期间出现短路问题,无法准确判断发生短路的工位。所以,要在加工期间重点杜绝短路问题,方可把奥正切槽加工质,建议将电压控制在80V。如果采用分时脉冲电源进行加工,那么加工电压只需调整到70V便可完成加工作业,期间还可以降低槽宽值,为双工位加工槽宽赋予一致性的特点。
三、结语
综上所述,在制造加工过程中,运用双工位分时互补电火花线切割加工工艺,有利于提高切割加工效率与速度,可以在难度较高、要求严格的零件加工中运用,满足切割加工规范要求的同时,通过双工位加工缩短作业时间,优化设置加工参数,保证槽宽一致性,明确最佳加工参数,解决传统加工方式存在的弊端。
参考文献:
[1]王文昭,邱明波,刘志东,张明,邵程杰.电火花线切割大电流条件下电参数对加工性能的影响[J].电加工与模具,2020(02):29-33.
[2]王蕾,郭鲁荻,戴恩成.基于灰色关联分析法的GH4169合金电火花线切割加工参数优化[J].航空精密制造技术,2020,56(02):31-34.
[3]张凌,张爱武,于永生,孔祥权,李兆峰.电火花数控线切割加工方法和表面粗糙度对刀圈冲击功的影响[J].凿岩机械气动工具,2020(01):20-22.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



