奇瑞商用车(安徽)有限公司 安徽芜湖 241000
摘要:冲压件的冲孔工艺,通过冲模沿封闭曲线冲切,冲孔工序对模具有较高精度要求,焊装车间白车身是通过焊接夹具将各个冲压单件拼接在一起,通过夹具定位,使用各种焊接工艺及连接方法,焊接成为分总成,然后装在一起进行拼焊。各分总成之间的误差的累计使得钣金孔的公差无法保证,因此造成了孔位置偏差和叠孔等缺陷,孔的位置偏差直接影响了后续装配后的状态,装配状态差、装配不良等很多问题,影响车身尺寸。现在有许多汽车厂的焊装生产线引进先进了较先进的(ISRA)在线检测技术,通过精确定位,在相应安装位置处进行在线冲孔或切割,能有效地消除焊接过程产生的累积误差,保证装配的精度。
关键词:在线检测;在线冲孔;高精度;匹配
一、前言
现阶段的汽车车身焊接工艺水平多数已趋于成熟或应用阶段,无论传统的点焊、烧焊,还是TOX连接、激光焊,它们经过多年的生产实践证明在车身制造工艺上都能达到一定的车身整体质量要求,在探求先进制造工艺的同时,工程师们的目光另辟蹊径,致力于如何弥补现有生产水平造成的缺陷或者是不可消除的累计公差,因为一种或几种无论多么高水平的工艺的应用,作为一种复杂、系统的生产过程是不能够无限的提升整车的质量,没有最好,只有更好,再没有更先进的工艺时,我们最好的方法其实是弥补,找到缺陷进行弥补,通俗的讲法就是哪里漏就补哪!
在前期的数据评审和GD&T图纸制定中,尺寸分析针对车身的制造水平,给出了相应的公差,对冲压单件、分总成、总成等车身总成间相互配合的孔、边、面进行分级划分,主要的目的是考虑到现实工艺水平不可避免的公差累积。在整个制造过程中,我们通过长久以来的数据分析,车身各部件之间的配合偏差主要来源是:零部件本身的偏差、工装、夹具的不稳定性 、焊接过程中造成的变形、操作方法不当的影响等等因素,总结得出两项重要的公式:
1、偏差=误差+变形
2、误差=零件误差+装配误差+累积误差
其实无论是哪种方法,能够更直接运用在各自的生产制造过程中,谁给出的公差便是最合理的。我们在对车身进行装配的过程中,会发现还是有较多的安装点、面无法达到设计要求,各种误差的累计使得孔的公差很难保证,引起孔偏和双眼皮现象。
二、车身在线冲孔的分析
钣金件冲孔的手段有很多种,若要在车身焊接后通过冲模来进行冲孔,增加了制造难度,因为冲模结构复杂,冲压设备的限制,对如此大体积的分总成进行冲孔,目前的工艺还实现不了,其次是有液压冲头来冲孔,通过液压缸带动冲头实现冲孔,将钣金强行压入下型腔,冲落钣金,它体积相对较小,操作性非常不方便,对于车身上的有些部分进行冲孔是有很大的局限性的。另一种是激光切割,能量高,无毛刺,起皱,精度高,它优于等离子切割。许多金属材料,无论其硬度如何,都可以在金属加工业中不变形地切割,因为金属加工业在工业制造中有很重的成分(目前,最先进的激光切割系统可以切割厚度接近20毫米的工业钢),由计算机程序控制的现代激光切割系统可以方便地切割不同形状和尺寸的工件,这往往优于冲孔和模压工艺。
一种液压冲孔的形式

以上总结出来一个结论, 再没有更先进的工艺时,我们最好的方法其实是弥补,找到缺陷进行弥补,公差不能消除,我们还可以从另一个角度去思考问题,倘若车身全部冲压件是无孔件焊接,不会存在孔偏,没孔存在就无从谈起孔偏,倘若我们知道了孔在车身上的理论坐标值,那么我们就可以在这些坐标点上进行精确开孔了,当然车身上各种孔多不其数,全部在白车身上进行开孔目前还是无法现实的。我们知道在车身上的孔也分精度级别的,基准孔、安装孔、一般过孔、工艺孔等等,其中精度要求比较高基准孔,还有偏差容易造成质量问题的安装孔,我们可以将它们在车身上冲孔。
通过在线冲孔和切割能有效地消除拼焊过程产生的累积误差,保证装配件的装配精度,保证外观匹配的状态。确切的讲不是消除累积误差,是完全避开了累计误差的影响,是精确定位所要开的孔的位置。在检测的手段上,我们既要保证检测的精度,又不能对生产线的线速造成大的限制。
三、在线冲孔的实际应用
在汽车工业发达国家,在线测量技术在车身焊接中得到了广泛的应用。但是,一方面在线测量设备昂贵,如果车身生产线采用在线测量技术,势必会一次性增加大量投资,另一方面,在线测量技术的独立应用只能反映误差的积累,但无法有效控制。在这种情况下,尺寸偏差造成匹配状态差,我们可以采用的匹配工作的手段就是如何吸收这些公差,最常用的方法采用模块化装配,可以降低生产强度,提高生产率,但仍避免不了后续调整困难的情况,还有累计的误差,不使用模块的话,吸收累计的公差是开过孔,大的装配过孔,这种方式也是有不可调和的缺点,装配质量也不能在真正意义上的保证。
运用ISRA在线测量技术采集数据,计算找出最佳匹配位置,并自动调整冲孔位置,完成在线冲孔。该技术的应用可以有效地提高汽车零部件的装配精度,保证汽车的装配质量和美观性。根据上海大众审计的检查结果分析(以挑剔用户的眼光检查我们的整车质量),在没有Isra技术的车型上,前舱模块和尾灯区域的匹配投诉率达到15%,而采用上述技术的两种模式的审计投诉率仅为5%。从经济性的角度来看,如果各车型在同一平台上能够混线生产,一次投资,就可以实现在同一平台上的所有车型累计车身误差最小化的目标。此外,国内几乎所有的汽车制造企业的焊装生产线都实现了车型的混合生产,因此无论从装配质量或是经济性的角度来看,ISRA在线检测技术都具有很好的推广价值。
以尾灯安装板在线冲孔为例,尾灯安装板是影响尾灯和侧围,尾灯与后保险杠装配质量的主要因素,有活动尾灯的车身,还会影响到活动尾灯与固定尾灯的装配质量。主要是因为尾灯安装板上的尾灯安装孔尺寸不稳定、累计误差等因素造成的。
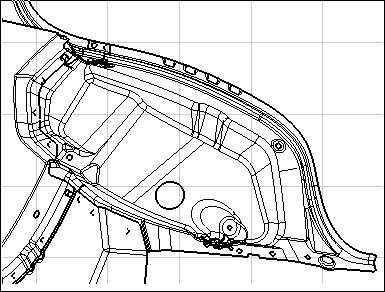



侧围与尾灯配合型面
后尾灯安装板


后保安装孔
尾灯的安装孔通常为2-4个,包括尾灯安装的定位孔和副定位孔,以及安装的螺母卡扣孔。后尾灯对孔的定位,主要是保证与后尾灯匹配的制件的点和特征面的尺寸。依靠ISRA在线测量技术,通过采集侧围上与左右尾灯配合的型面,以及侧围上后保的安装孔,即采集与后尾灯匹配件的特征点和特征面,再将这些特征面和特征点形成数模,这个数模是车身实际数据。将这些数据与ISRA系统中存储的理论数据做对比。ISRA技术有自己的一套采集系统与坐标系统,通过收集与后尾灯匹配的车身实际数据,再用这些数据与理论数据做对比,计算出我们测量部位在ISRA坐标系统中的坐标,再把被测点在ISRA坐标系中的坐标转换到被测点在车身定位坐标系中。冲孔系统根据这些点和特征面的坐标系做出适合的位置调整。ISRA技术结合了理论数据实际匹配数据,消除拼焊过程产生的公差累积,保证后尾灯安装点与匹配件(侧围、后保安装面)的装配关系。
四、结论
该思路应用了在线检测与在线冲孔相结合的手段,该套技术的应用,一方面能及时、有效地反映车身关键点尺寸波动情况,控制车身尺寸,另一方面,通过在线冲孔或切割,能有效地消除拼焊过程产生的累积误差。确保冲孔位置准确稳定,保证装配精度,提高了匹配质量。为在线检测快速纠正误差提供了保证,在线冲孔将车身焊接累计的误差影响最小化。
参考文献
[1]任永杰,邾继贵,杨学友,等.机器人柔性视觉检测系统现场标定技术[J].机器人,2009(1):82-87.
[2]刘常杰,邾继贵,杨学友, 等.汽车白车身在线激光视觉检测站[J].仪器仪表学报,2004,25(z1) .
[3]王雷.《科技创新与应用》2013年4期.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



