北京宝沃汽车有限公司 北京市密云区 101511
摘 要:中国的汽车制造行业非常活跃,乐于与国外先进汽车生产企业做科技上的交流,期间也在相互学习、分享的过程中引进了现代化的汽车管理及总装生产线上的电气控制理念。为提高汽车总装生产线设计工序与工序之间的关联度,需要在整体上结合PLC系统与生产线,研究好整体生产线的电气控制系统。采用了以集成故障安全系统的西门子PLC为控制器,分布式I/OET200S为从站的控制系统来实现智能监控系统的设计。
关键词:电气控制系统;PLC;汽车生产线
一、总装生产车间主要构造与功能
(一)传输系统主要的设备装配是总装生产车间控制系统的主要机能,多种类机械、电气产品需要在检测与机械调整工序的配合下进行装配作业,调整和检测机械设备是为了保障车间组成零件的完整性、实用性,这一整套系统的完成都是建立在可靠有效的传输系统上的。为了在汽车最后生产工序上进行总体装配,需要由强大的传输系统做为坚实基础,一个总装生产车间控制系统的传输系统决定着汽车总装作业自动化程度。如果要进行大批量汽车总装生产作业,提升车间整体工作效度,就需要保证总装生产车间控制传输系统的稳定性。汽车按照它的构造可以分为以发动机为主的四个部分,做为一种复杂的工业制成品,需要将部分内的小构件继续细分,通常总成都是在单独的分厂里生产的,之后再将其运送到总装生产车间里完成装配作业。一辆中型卡车的零部件可以分为500种,2500的细小零件,而小型轿车的零部件则会大大超过中型卡车的配件总装数量,轿车制造会更为精密,电气设备也会比卡车更为复杂,因此对汽车的总装生产线的传输系统构件难度也会成倍增长。
(二)输送系统具体的流程总装生产车间控制传输系统可以与主控I/O端内展现出基本运行参数,用户可以上面观测到所设定通讯速率的映像表,也可以在上面对速率进行更改,这样的总装生产车间控制传输系统能够充分保证控制网内数据的准确性。双行道板式书送机能够很大程度的降低工人劳动强度,对线上设备的控制和调试实施比较困难,需要在硬件上符合本厂生产纲领,装配节拍、工件重量也是选择传输机型号的标准,内饰一线传输系统的设计需要在给出参考数据上结合实际情况作出调整。
内饰一线传输系统名称参数输送机型号AP1255.00生产节拍90s平板尺寸1200*6000*120举升台举升最大荷载2000kg上驱动力2000N单车驱动力600N 总装生产车间控制传输系统在实现汽车生产自动化的整个发展历程上强调关键性作用,因此汽车总装配生产车间的操作人员需要不断的提高自身生产知识素质,在基于实际汽车总装配生产车间现场的前提下,利用先进的汽车总装生产传送理念和先进的电气控制体系,推动汽车传输系统在自动化体系上的有力提升。在以安全为主的自动化产生理念上实现程序的汽车总装工作和运行。汽车总装配生产车间的操作人员要设计出合理的总装生产车间控制传输系统,将合理的总装生产车间控制传输系统与汽车生产线自动化系统相结合,稳定汽车自动化生产线的成本,达到降本增效、实现可持续发展的安全生产。要重视起总装生产车间控制传输系统,这样才能够避免出现发生重大车间安全事故的事件,同时还能够提高汽车总装配生产车间的工作效率,为企业谋取更多的经济效益。
二、组成自动化控制体系的主要部分
(一)输送系统自动化控制主要组成部分工业以太网、PLC、总线是总装生产车间电气控制系统的重要组成要素,其中工业以太网是将总装生产车间现场与自动化系统相连接的桥梁,起到通信的作用;由PLC完成对总装生产车间生产线上所有输入输出动作的控制,控制点数通常能够达到1000以上;总线是对现场控制设备双向数字通信的连接,Ethernet到达单元再到达下面的controller link都需要现场总线对其进行连接。总装生产车间电气控制系统也是自动化控制实施的基础,涉及到设备层、管理层与控制层,Ethernet单元会将上位机下达的命令传递给设备层,完成对总装生产作业的控制。这样的总装生产车间电气控制系统可以连接24个开关模块,包括了数字量输出模块、IP67型输出模块等。基于DeviceNet网络的现场总线控制实现可以实现对工业现场设备的控制,系统传输的最底层设备层与最上层的Ethernet组成了厂资源管理系统连接,由ERP提供整个总装车间的数据。数据管理可以实现对总装生产数据库、信息操作库、历史故障信息库的建立,利用基于DeviceNet网络的现场总线控制汇总实时车间生产数据和历史数据,计算出主要的生产指标。中央控制室可以采用RSView32组态软件,能够用开放的技术,如自动化监视设备、人机界面监控软件等,在总装生产车间电气控制系统的配合下实现中央控制室与其他软件产品、第三方应用程式的高度兼容。车间数据的报警、管理等工作在总装生产车间电气控制系统的配合下得以有序进行,操作人员能够在Ethernet终端内详细了解总装车间运行情况。当需要对总装车间内部分系统操作参数进行更改时,也能够及时、有效的下达操作控制指令。基于生产者-客户模式的网络控制系统可以筛选出对传送时间有苛刻要求的信息,同时,如果同时发出有苛刻要求的控制信息,也不会影响到传送时间有苛刻要求的信息。网络控制系统的安全性也是人们所重视的,因此安全功能成为了网络控制系统必不可少的一个辅助功能,在网络控制系统上需要设计分级加密三角塔,对不同的操作级别进行分级处理。需要输出一个新指令、删除原有指令或在原有输入输出指令上进行变更作业,都需要提前登录汽车总装配车间系统方可完成以上操作,网络控制系统会纪录下操作人员登录的帐号以及所有操作信息。为了防止出现错误操作找不到原有设置的情况,需要将历史数据进行一定期限的备份。
(二)总装生产线的自动化控制体系车身进入储存线时需要由网络控制系统发出占位的信号,如果储存线内有空出的位置,电磁体会将停止器打开,车身就能通过存储线。如果在以上操作中通道感应器无论经没经过通道都需要发出信号,网络控制系统在传达至中央控制器后会检测到该信号,识别汽车代码,制定车辆的运输方案。直到车身运输到系统计算出的指定位置时,通过网络控制系统传达完成指令后,才算完成整个作业流程。升降机的控制系统也是建立在网络控制系统上的,动作控制主要包括启动、加速、低速、停止等基础动作的配合完成对汽车装配零件的升降。每两个低速过程控制动作能够完成车身起吊,网络控制系统可以添加这一控制过程的限位条件,中央控制主机实时监视升降机的控制过程,升降机控制系统这边的检测用现场条件被网络控制系统加以传送,计算汽车进入升降机条件后再通过网络控制系统将指令发回升降机的控制系统。如果选定轿车进入位置无其他车辆占据,则在检测无车占位的同时,升降机入口停止器及时封锁机内空间,具体见图1。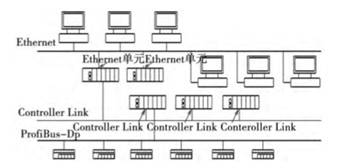 图1总装车间管理层、控制层、设备层、网络结构图三、PLC控制技术在总装生产线控制系统中的应用(一)PLC控制系统结构该控制系统由一个西门子故障安全型F—CPU为主站和12个分布式I/OET200S为。从站组成,主站和之间网络通讯是由集成了PROFIsafe协议的PROFInet网络连接实现。由于风窗液、洗涤液和防冻液相类似,制动液和转向液相类似,结构图以其中一个为例。
图1总装车间管理层、控制层、设备层、网络结构图三、PLC控制技术在总装生产线控制系统中的应用(一)PLC控制系统结构该控制系统由一个西门子故障安全型F—CPU为主站和12个分布式I/OET200S为。从站组成,主站和之间网络通讯是由集成了PROFIsafe协议的PROFInet网络连接实现。由于风窗液、洗涤液和防冻液相类似,制动液和转向液相类似,结构图以其中一个为例。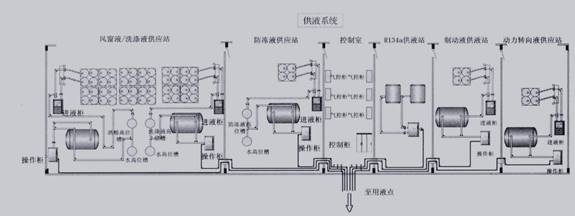 图2供液系统整体工艺图如图3所示,整个系统成了分布式安全系统。分布式安全系统采用故障安全型PIC,用于检测系统故障,尤其是检测到危险故障时,能使系统回到安全状态,并通过详细的诊断信息来改善故障检测和定位系统,保证系统在安全相关的中断后快速回复生产。与普通PLC相比,故障安全型PLC除了作为驱动器和控制器的功能任务外,还能参与安全任务。
图2供液系统整体工艺图如图3所示,整个系统成了分布式安全系统。分布式安全系统采用故障安全型PIC,用于检测系统故障,尤其是检测到危险故障时,能使系统回到安全状态,并通过详细的诊断信息来改善故障检测和定位系统,保证系统在安全相关的中断后快速回复生产。与普通PLC相比,故障安全型PLC除了作为驱动器和控制器的功能任务外,还能参与安全任务。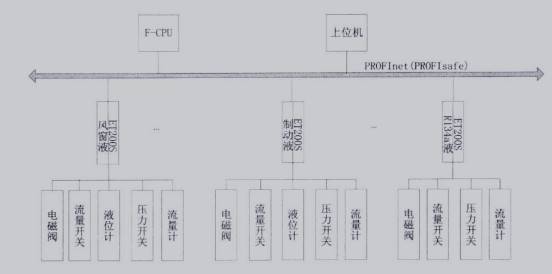 图3控制系统结构图结语本文介绍了基于PLC集成故障安全控制系统的汽车总装生产线供液系统的设计。控制器采用了配置有安全功能的西门子F-CPU,从站使用的是分布式I/O ET200S,现场总线采用的是具有PROFIsafe通讯协议的PROFInet组网。这些设计构成了西门子故障安全自动化系统,都满足了故障安全控制的需要,使得本系统满足高级安全的要求。通过详细的诊断信息,本系统能在生产出现安全相关的中断后快速恢复运行。本文设计的汽车总装生产线供液系统不仅满足了智能监控的需求,还大大提高了供液系统的安全性和生产线的效率。随着柔性制造技术的快速发展和现场总线技术的不断进步,故障安全系统会在工业领域发挥越来越重要的作用。
图3控制系统结构图结语本文介绍了基于PLC集成故障安全控制系统的汽车总装生产线供液系统的设计。控制器采用了配置有安全功能的西门子F-CPU,从站使用的是分布式I/O ET200S,现场总线采用的是具有PROFIsafe通讯协议的PROFInet组网。这些设计构成了西门子故障安全自动化系统,都满足了故障安全控制的需要,使得本系统满足高级安全的要求。通过详细的诊断信息,本系统能在生产出现安全相关的中断后快速恢复运行。本文设计的汽车总装生产线供液系统不仅满足了智能监控的需求,还大大提高了供液系统的安全性和生产线的效率。随着柔性制造技术的快速发展和现场总线技术的不断进步,故障安全系统会在工业领域发挥越来越重要的作用。
参考文献:
[1]柯若春,高东强.智能汽车驾驶系统的研究[J].装备机械, 2019, (3).
[2]ZHAO NING, NING RU-XIN, TANGCHENG-TONG,et al. Development of Simulation Tool Orienting ProductionEngineering[J].北京理工大学学报(英文版), 2016, (3).
[3]吕志海,田全荣,王文雅.基于PLC的汽车焊装线控制系统设计[J].科技风, 2018, (25).
[4]顾贺.高速动车组转向架轴承故障分析及诊断处理[J].科技风, 2019, (26).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



