上海翰忠环保有限公司
摘要:随着社会经济的高速发展,人们对居住环境的要求日益提高,家用空调及汽车空调的需求日益提升,铝合金复合箔作为空调散热器主体材质的需求量也迅速提升。如何剪切生产出具有优良的表面质量、精确的尺寸和平整板形、组织均匀、成形性能好的复合铝箔成品铝卷材成为持续关注的焦点,紧紧围绕这一难题,本文介绍了1600mm铝箔薄纵剪切机机列在制造阶段的几点关键要求及技术难点,提出了相应的技术要求及检测方法。
关键词:铝合金复合箔、薄纵剪切机、制造装配、误差检测
1 前言
铝箔薄纵剪切机在剪切过程中易出现曲面、毛刺、串层、燕窝、张力松驰等缺陷,缺陷的产生直接制约着空调散热器的制造质量,严格影响着整机质量。影响剪切缺陷的因素很多,包括设计要求、制造工艺及要求、装配精度、安装精度等。本文主要着重分析薄纵剪切机在制造、装配过程中的工艺要求及检测方法,对装配、安装的检测方法及步骤做出详细的阐述。
2 薄纵剪切机的组成
1600mm铝箔薄纵剪切机设备主要由存料架、上料车、开卷机、卸套筒装置、展平辊系、机身支架、卷取机构、剪切机构、卸料车、废边抽吸装置、废边卷取机构、废料提升机构、液压系统、气动系统、电控系统、操作台等部分组成。1600mm铝箔薄纵剪切机机列构成如图1所示:
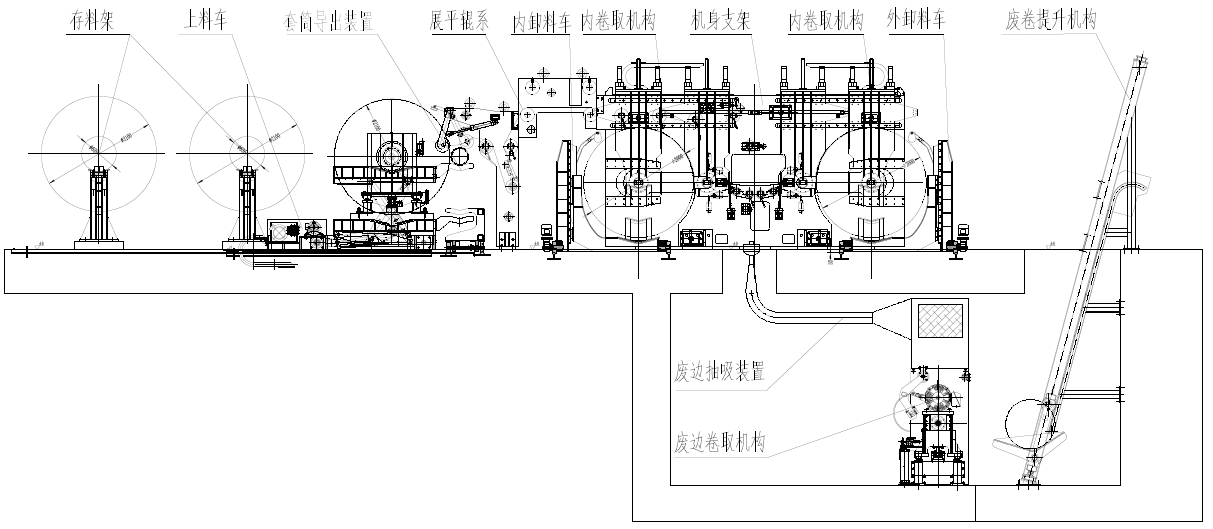
图1 1600mm铝箔薄纵剪切机机列图
3 主要技术参数
1600mm铝箔薄纵剪切机机组用于对0.04-0.4mm铝及铝合金卷材进行精确纵向裁剪,并把剪切后的成品窄条带材以理想张力整齐卷取,开卷和出口侧卷取机采取张力控制,控制方式采用闭环控制,控制过程对系统进行机械损耗和转动惯量的补偿运算,成品铝卷卷径计算伺服器能为卷取机提供精确的实时卷径。1600mm铝箔薄纵剪切机主要参数分别见表1。
表1 1600mm铝箔薄纵剪切机主要技术参数
参数 | 指标 |
卷材材料 | AA1000, AA3000,AA5000,AA8000系列铝及铝合金 |
材料机械性能 | σb=450Mpa; σ0.2=400Mpa |
卷材厚度 | 0.04(Min)~0.4mm (Max) |
卷材宽度 | 600mm (Min);1550mm (Max) |
卷材尺寸 | OD Φ2100mm(Max) ID Φ300 mm (Min) |
卷重 | 11T(Max)带套筒 |
剪切条数 | Max70条;Min 2 条 |
成品外径 | Max 2000mm (305mm ID),卷重为Max8000Kg |
Max 1850mm(254mm ID); 卷重为Max7000Kg | |
Max 1700mm (204mm ID) 卷重为Max4500Kg | |
Max 1500mm (152mm ID) 卷重为Max3500Kg | |
切边宽度 | 10(Min)~1600mm (Max) |
剪切最大速度 | 1000m/min (根据来料的状态、卷轴直径、材料) |
废边处理方式 | 真空吸引绕卷 |
剪切方式 | 圆盘刀 |
辊面宽度 | 1600mm |
机组总功率 | 约390Kw (DC 310Kw) |
4 重要制造部分
4.1 开卷机
开卷机分为操作侧开卷机和驱动侧开卷机两部分,各部分由对中装置、齿轮箱(操作侧开卷机不含齿轮传动机构)、双锥头涨缩装置等组成。目前1600mm铝箔薄纵剪切机机列的开卷形式为主动开卷,由直流电机或交流电机驱动,经过齿轮传动机构形成设计的减速比,然后由双锥头涨缩装置涨开夹紧套筒开卷。开卷张力方式为恒张力开卷或给定张力开卷,开卷机的制造及装配精度直接影响着铝箔带材表面的张力控制或带材展平质量。开卷机在制造过程中需要特别关注对中装置安装直线导轨底座位置的加工精度,齿轮、齿轮箱箱体及双锥头涨缩装置零部件的加工工艺及质量。双锥头涨缩装置主要由四组弓形块、棱锥套、拉杆、旋转涨缩油缸等部件组成,其中弓形块与棱锥套燕尾槽配合公差间隙是影响开卷机跳动的重要因素,在保证驱动侧电机与齿轮箱联轴器安装后找正的条件下,双锥头涨缩装置的动态不平衡引起的开卷机振动是造成开卷张力不稳定的主要因素,开卷机至剪切机构中间的张力不稳定是影响剪切质量的主要因素,极易造成展平辊与铝箔带材表面打滑、撕裂、断带、剪切毛刺等缺陷。因此弓形块与棱锥套及传动主轴在装配结束以后,须按要求做动平衡等级为G6.3等级的动平衡测试。对中移动装置中安装直线导轨的加工部位的平面度、定位止口与平面的垂直度、直线导轨及滑块的装配精度是保证开卷对中时沿垂直于机列中心线方向运动的至关因素。保证此处的加工及装配精度,是防止铝箔带材开卷形成波浪形褶皱、铝箔向一侧串动等问题出现的重要措施。为避免开卷机双锥头涨缩装置对中后与剪切机机列中心线不垂直导致铝箔带材波浪形褶皱、向一侧串动的问题出现。装配安装现场可采用打摆臂方法分别测量卷取侧A点、上B点、来料侧C点、下D点四点位置。利用摆臂前端安装的外径千分尺分别读数、记录,当卷取侧A点与来料侧C点的读数差的绝对值误差大于0.05mm时,即|∆
AC|>0.05mm时,表明开卷机双锥头涨缩装置在水平平面内与剪切机机列中心线不垂直或垂直度误差超过设计误差,即锥头涨缩装置在水平平面内“摆头”,此种情况需要调整开卷机对中装置底座保证开卷机双锥头涨缩装置在水平平面内与机列中心线的垂直度误差在设计范围内;当上B点与下D点的数值绝对值误差大于0.05mm时,即|∆BD|>0.05mm时,表明开卷机双锥头涨缩装置在竖直平面内与机列中心线不垂直,即开卷机双锥头涨缩装置翘头或锤头,可采用在开卷机齿轮箱底面与直线导轨滑块间增加垫片的方法找正,为降低测量误差对实际误差的影响,可采用测量多组数据,去除极大值、极小值后取平均值的方法;同时,为保证测量数据更准确,须保证来料侧C点与卷取侧A点两点的距离不小于1.5m,即LAC≥1.5m,上B点与下D点两点的距离不小于1.5m,即LBD≥1.5m。打摆臂测量方法的示意图如图2所示:
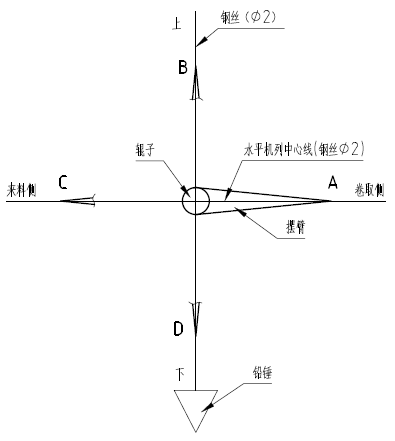
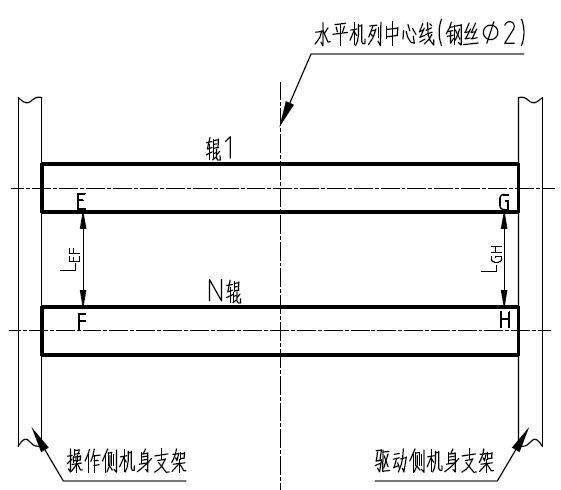
图2摆臂方法示意图 图3辊间平行度检测法示意图
4.2 展平辊系
展平辊系可分为两部分,开卷机至剪切机构的碳素结构辊系、剪切机构至卷取机构的钢制辊系。展平辊系为从动传动,即铝箔带材在开卷、卷取的过程中,辊子依靠铝箔带材与辊子表面产生的摩擦力驱动辊子转动。由于开卷机至剪切机构中间段,带材行程较长,为了减小辊子的转动惯量,保证辊子在高速下能灵活转动,该段采用低密度、刚性强、挠度变形小的进口碳素辊。剪切机构至卷取机构中间段带材行程短、窄条成品对辊子的磨损加重,因此该部分采用钢制辊,为保证与铝箔带材接触的表面质量,辊筒外表面镀硬铬,镀铬层厚度为0.05~0.08mm,镀铬前辊身表面粗糙度为Ra0.8。碳素辊、钢制辊在剪切过程中做高速旋转运动,为了避免辊子高速旋转时由轴两端不同心、或动平衡偏差大造成的剧烈抖动,因此各辊子在制造过程中不仅要保证辊身表面的粗糙度、径向跳动,还需要检测辊子的动平衡参数,根据辊子的工作环境、转动速度及铝箔带材的剪切质量要求,各辊子制造加工后必须做动平衡试验,试验精度应达到G2.5级。辊系的安装位置较高,作业空间受限,为了保证各辊子与机列中心线的垂直度,保证铝箔带材的展平时的板形质量,因此需要对每一根辊子的安装精度进行检测。可分别选择带有张力传感器的钢制N辊、碳素K辊作为基准辊,分别检测辊子间的相互平行度。使用水平仪测量各辊子的水平度,当水平度误差超过0.05mm时,通过调整机身支架微调辊子的水平度,使辊子的水平度误差控制在0.05mm以内,水平仪的使用与打摆臂测量铅垂线上B、下D的原理相同,测量上B、下D两点的数值即为检测辊子水平方向两端的高低。当水平度调整结束后,为防止破坏辊身表面,在辊身表面加装保护装置,使用打摆臂装置打摆测量辊子与机列中心线的两点的数值,即利用摆臂端点的外径千分尺的测量来料侧C点、卷取侧A点的数值,根据来料侧C点、卷取侧A点两点数值的误差,判断辊子是否与机列中心线垂直,为降低测量误差对实际数值的影响,须保证来料侧C点、卷取侧A点两点的距离不小于1.5m,即LAC≥1.5m,当两点误差超过0.05mm时,可沿平行机列中心线的方向微调机身支架,调整辊子与机列中心线在水平平面内的垂直度,直至合格。
找正基准辊后,需要利用基准辊检测其余辊子是否与机列中心线垂直,如图3所示:选择合适量程的外径千分尺分别测量辊子两端的最小距离LEF、LGH,对比两数值的误差绝对值是否大于0.05㎜,即|LEF-LGH|>0.05㎜是否成立,当条件成立时,则表明装配误差超出设计要求,需要调整辊子两端的偏心轴头逐渐找正辊子间的相互平行度;|LEF-LGH|>0.05㎜不成立时,表明装配误差在设计误差值范围内,无须调整辊子两端的偏心轴头。考虑到测量误差对实际误差的影响,可测量多组数据,去除极大值、极小值,然后求平均值的方法降低误差影响值。使用水平仪与外径千分尺相结合的方法逐个测量各辊子间的相互平行度误差值,然后通过调整辊子两端偏心轴头的方法逐根找正各辊子间的平行度,直至辊系装配的平行度误差全部达到设计要求。
4.3卷取机构
卷取机构分为内卷取机构和外卷取机构,内、外卷取机构主要由操作侧卷取机、连接横梁、驱动侧卷取机三部分组成。内、外卷取机构的定义主要是以来料的方向作为判断依据,即靠近开卷机的一侧为内卷取机构,远离开卷机的一侧为外卷取机构。卷取机构由交流或直流电机驱动,可根据剪切工艺的要求选择不同的卷取方式:上卷取或下卷取,为保证卷取质量,张力梯度设计为50~100%,速比为3.5,系统控制配备面压闭环以及张力闭环。卷取机的横向移动靠面压辊的推动进行:面压辊固定,随着卷径增大,推动卷取机往两侧移动,每根卷轴的操作侧与传动侧同步依靠同步油缸及同步阀进行 。
卷取机构在制造阶段除关注各零部件的加工质量外,亦应关注各零部件的装配精度,尤其是安装在机身支架两侧的各直线导轨间的相互平行度,直线导轨平行度误差的检测亦可采用外径千分尺测量两端,然后根据误差值∆>0.05㎜是否成立,选择是否需要找正。当条件成立时,表明装配误差大于设计要求,可对直线导轨逐根微调、复测、找正。装配过程中应尤其关注操作侧卷取机轴套与驱动侧卷取输出轴同心度误差,在实际制造过程中可先制造一根与卷轴相仿的“假卷轴”,制造中应优先保证“假卷轴”的圆周跳动、端面跳动、卷轴轴体与法兰连接端面的垂直度等公差控制,各加工误差须控制在在0.03㎜以内。利用“假卷轴”找正操作侧卷取机轴套与驱动侧卷取输出轴同心度是根据现场经验总结出的一个快速、准确的实践方法。具体方法可参照开卷机双锥头涨缩装置打摆臂方法找正及使用水平仪测量水平度的方法,此处不作赘述。
5 总结
1600mm铝箔薄纵剪切机的剪切质量受到设计精度、加工制造精度、装配进度、安装精度、纵剪刀具装配方法及精度、电气控制方式等诸多因素影响,本文作者根据多年现场实践经验,仅就制造过程及装配过程中的主要环节做了相应的总结说明,实际生产过程中还存在着诸多条件的限制,需要更多的经验总结及新理论、新方法的创新。
参考文献
[1] 鲁立国,王琦 汽车散热器复合铝箔带纵剪应用实践 [B],2006,Vol.34,No8.
[2] 邹德勇 1400㎜铝箔带剪切机的研制[B], 2001,Vol.29,No7.
[3] 肖亚庆 铝加工技术实用手册 , 2005-01-01
[4] 轻金属材料加工手册, 冶金工业出版社,1979
[5] 冶金工业部有色金属加工设计研究院 板带车间机械设备设计,1983

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



