1.内蒙古科峰智能科技有限公司; 2.内蒙古匠仁医疗科技有限公司
摘要:文章基于3D打印技术设计了一种金属粉末自动筛粉控制系统,通过对该系统的机械结构、传感器、控制功能进行设计,可以实现根据筛粉浓度情况自行调整筛粉频率,实现智能化控制,提高工作效率。
关键词:金属粉末;自动筛粉;控制系统
概述
3D打印技术又称增材制造技术,是信息网络技术与先进材料技术、数字制造技术的密切结合。这项技术正在潜移默化地渗透并改变人们的消费和生活方式。无论是与人们生活息息相关的汽车,家电,电子产品等消费品领域,还是航空航天,汽车,医疗器械等工业制造领域,3D打印正在逐渐颠覆传统的制造工艺和催生新的商业模式。
SLM(Selective laser melting)技术是金属增材制造领域的主要技术之一。它采用高能量密度激光器作为热源,将激光光斑集中于极微小的范围内,对粉床上的球形金属粉末进行选择性熔化,最终能够得到形状较为复杂的金属零件。金属粉末在3D打印技术中运用十分广泛,在3D打印生产技术过程中起着关键且基础性的作用,除去金属打印材料的选型以外,如何保证打印前金属粉末的均匀性至关重要。
同一规格的金属粉末需要使用筛粉机构进行筛粉,目前的筛粉机构通常由筛子作为主体配合震动摇摆机构进行粉末的筛落。目前,筛粉频率单一并且不能根据筛粉的情况对筛粉频率实现自动化调整,劳动强度大,工作效率低。本文提出一种自动筛粉控制系统,可以实现根据筛粉浓度情况自行调整筛粉频率,实现智能化控制,提高工作效率。
系统设计
2.1 机械结构
金属粉末自动筛粉控制系统装置是一个独立箱体设计,箱体由机箱、投放口、操作面板和筛粉机构组成,具体箱体结构如图1所示。
机箱的一侧设置为操作面,操作面上部为金属粉末的投放口,内部安装筛粉机构。投放口铰链有仓门,仓门上设置有可视窗口,方便在筛粉过程中查阅进度和任何异常情况。
操作面的下部设置为操作面板,操作面板上设置有控制面板、指示灯面板和检修门。控制面板上设置自动筛粉和手动筛粉操作模块,所有信号采集及控制功能通过此模块实现,可实现手动和自动筛粉的自由切换。
指示灯面板包含计时指示灯、故障指示灯和启停指示灯。设备的所有运行状态可以通过指示灯面板进行直观确认。另外箱体还设有检修门,方便对设备进行日常和故障维修维护。
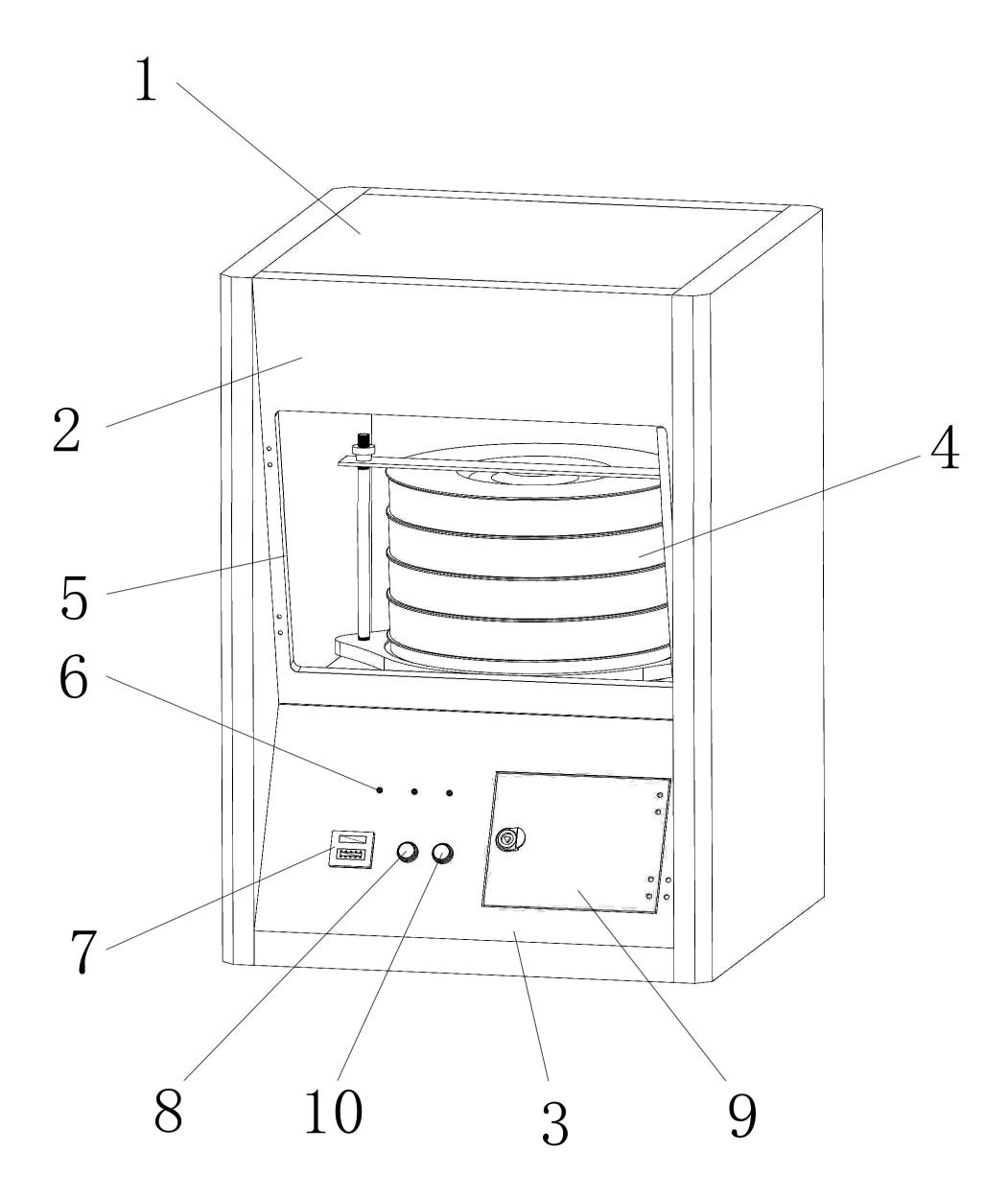
图1 金属粉末自动筛粉控制系统装置
注:1-箱体 2-箱体上部分 3-箱体下部分 4-筛子 5-投放口 6-计时指示灯 7-控制面板 8-故障指示灯 9-检修门 10-启停指示灯
2.2 传感器设计
在投放口内部设置多个叠层放置的筛子,在筛子周向方向设置多个筛粉浓度检测模块。所有信号通过无线发送模式,通过数据传送至信号接收和控制模块。
2.3 控制功能
此筛粉控制系统可实现手动筛粉和自动筛粉的自由切换。手动模式下,在控制面板上,通过手动输入筛粉时间和震动频率可实现筛粉控制。
自动控制模式,是一个闭环控制系统。其控制功能具体为:
可通过控制面板实现震动频率的初始设定。
箱体内部设置无线发送和接收模块,将筛子周向方向采集到的落粉密度数据传送至信号处理模块。
信号接收处理模块根据所接收到的落粉密度数据,实时控制和调整筛粉机构的震动频率。
当检测到任意一个筛子内的筛粉浓度递减超过设定速率时,信号处理模块将控制筛粉机构增加震动频率。
当检测到全部筛子的筛粉浓度为0时,信号处理模块控制所有筛粉机构停止工作。
每个筛子的筛粉浓度检测模块采集到的数据处理方式:通过多个数据取平均值的计算方法,获得该筛子的落粉浓度数据。
筛粉剩余时间的直观读取方式:计时指示灯由多个小灯组成,筛粉剩余时间与小灯亮灯的数量成正比。
结论
粉末材料是3D打印技术的基础,粉末材料的粒度和粒度分布直接影响到部件的成型质量,因此粉末的均匀性至关重要。这种金属粉末自动筛粉控制系统能够有效地实现筛粉操作的自动性和智能性。
参考文献:
[1]王华明,张述泉,王向明.大型钛合金结构件激光直接制造的进展及挑
战[J].中国激光,2009,36(12):3204-3209.
[2] 王延庆,沈竞兴,吴海全.3D打印材料应用和研究现状[J].航空材料学
报,2016,36(4):89-98
凌 松.增 材 制 造 技 术 及 其 制 品 的 无 损 检 测 进 展 [J]. 无 损 检 测,2016,38(6)60-64.
邢建伟,李慧,张敬彤,等。钛合金零件增材制造中的材料测试[C].2013年首届中国航空科学技术大会论文集,北京,2013,9.25.
宗学文,熊聪,张斌,等. 基于快速成型技术制造复杂金属件的研究综述[J]. 热加工工艺,2019,48(01):5-9 +13.
陈宏庆,马志勇,张家彬,等. 增材制造适用材料及产品机械性能研究[J]. 机械制造,2019,57(01):1-6.
张博,李涤尘,曹毅. 基于粉体熔化的选区激光熔化成型方向误差分析[J]. 激光与光电子学进展,2017,(1):184-190.
唐建中. 3D 打印用金属粉体的制备方法[P]. 中国,2016103238576. 2016-08-10.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



