天津福臻工业装备有限公司 天津 300350
摘要:文章就汽车焊装制造技术指标的合理性进行讨论,对汽车焊装制造当中的各项技术指标加以了解,并针对各项技术指标给出合理化建议,不断提高其合理性,希望能够为相关指标的合理应用提供支持,进一步提高汽车焊装制造的质量。
关键词:汽车焊装制造;技术指标;合理性
对于汽车制造而言,焊装工艺是非常关键的一环,在进行汽车焊装制造的过程中涉及到多种生产设备和连接技术,且在实际工作中,工装数量庞大,加上车间内部生产环境较为复杂,存在各种各样的影响因素,因此,采用怎样的焊装制造技术进行汽车的生产制造一直都是汽车制造领域较为关注的问题,但想要结合实际,对最佳的生产方案进行编制和使用,必须要有相应的技术指标作为支撑,需要汽车制造企业结合汽车焊装的实际情况,对各种技术指标进行合理的设置与应用,以此为参考,推动相关工作的有效开展。
浅析汽车焊装制造技术指标
平台上及混流车型数
这两项指标能够对车间的焊装线复杂程度、生产控制水平以及物流组织能力进行直观的反映,尤其是多车型混流,能够体现出企业以用户为中心的拉动式生产理念,是体现焊装工艺水平的关键性指标。
生产节拍
该项指标需要企业在一定时间内,对汽车的有效生产时间和客户对汽车的需求数量比进行计算获得,而生产节拍能够对用户需求周期以及单件产品制造的时间成本进行反映。
白车身精度
通过白车身精度,可以对汽车的外观间隙、零部件安装质量以及段差水平进行直观的反映,对于该项指标,需要通过三坐标测量白车身上的面位及孔位精度,在明确测量点总数的情况下,根据公差要求,对合格的测量点数量进行确定,最终利用合格测量点数量和总测量点数量的比值进行白车身精度的计算。
通常在对汽车进行批量生产以后,各种工装夹具以及冲压模具都会出现一定的磨损问题,进而导致各级焊接总成以及冲压件出现精度下降的情况,而这种情况的出现,会对白车身精度造成一定的影响,所以,需要工作人员在日常工作中对车身精度以及冲压件尺寸进行定期的测量,确保偏差问题能够被及时的发现和解决,使白车身精度能够得到有效的控制[1]。
离线返修率
该项指标能够反映车辆制造期间的具体情况,是车辆制造总数与离线返修数量的比值。
自动化率
该项指标能够对焊装制造的智能化水平进行体现,在汽车制造领域,通常会使用机器人数量与工作人员、机器人的总数比,进行自动化率的计算。
内制化率
所谓的內制化率,实际就是焊装车间当中零部件焊接装配工作量和生产白车身的实际工作量之比,一般会使用焊接当量对焊接工作量进行计算。通过汽车焊接当量能够对汽车焊接工作量进行统计,而根据焊接当量多少则可以对汽车产品进行差异比较。
人机交互率
对于汽车而言,人机交互率是评定其智能化水平的重要参数,其主要是根据系统落实人机交互功能的工位数和焊接车间当中的工位数比值来进行计算和获取的[2]。
可动率
这种指标代表在工作期间设备生产合格产品和实际运行的时间比。能够对焊装生产活动的管理水平进行直观的反映,主要体现在预防保护能力、快速修复能力以及设备维护保养能力等多个方面。
汽车焊装制造技术指标的合理性分析
各项技术指标间的关系
图1为焊装制造技术指标间的关联图。结合图1不难发现,在汽车焊装过程中,如果內制化率相对较高,则需要完成的小冲压件焊接工作也会比较多,但由于该部分的焊接操作多为手动操作,所以会对焊装制造的自动化率造成一定的影响,而自动化率和人机交互率具有正向关联,所以,也会使人机交互率出现下降的情况。而从另外一个角度来看,在內制化率较高时,可以对分总成精度进行更为直接的管控,且能够避免外协件受到物流运输因素的影响,出现各种质量问题,使白车身精度得到有效的提升,进而将汽车离线返修率降低。而可动率则是根据混流车型数、离线返修率以及人机交互率获得的,以可动率为基础,即可明确汽车的生产节拍。但生产节拍通常是以市场需求为出发点的,所以,往往需要结合市场变化对生产节拍进行不断的调整[3]。
而技术指标代表着工艺水平,工艺水平和企业投资是成正比的,也就是说,工艺水平越高,需要的投资就越大,但在投资不断提升的情况下,企业获得了的利润就会随之减少,同时也会影响工艺水平的提升速度。工艺水平、投资以及利润间的关系具体如图2所示。图中蓝色曲线代表投资和利润间的关系,保证投资的合理性能够使企业获得更高的利润,而图2中黄色区域即为企业投资、工艺水平以及利润获取的合理区间。
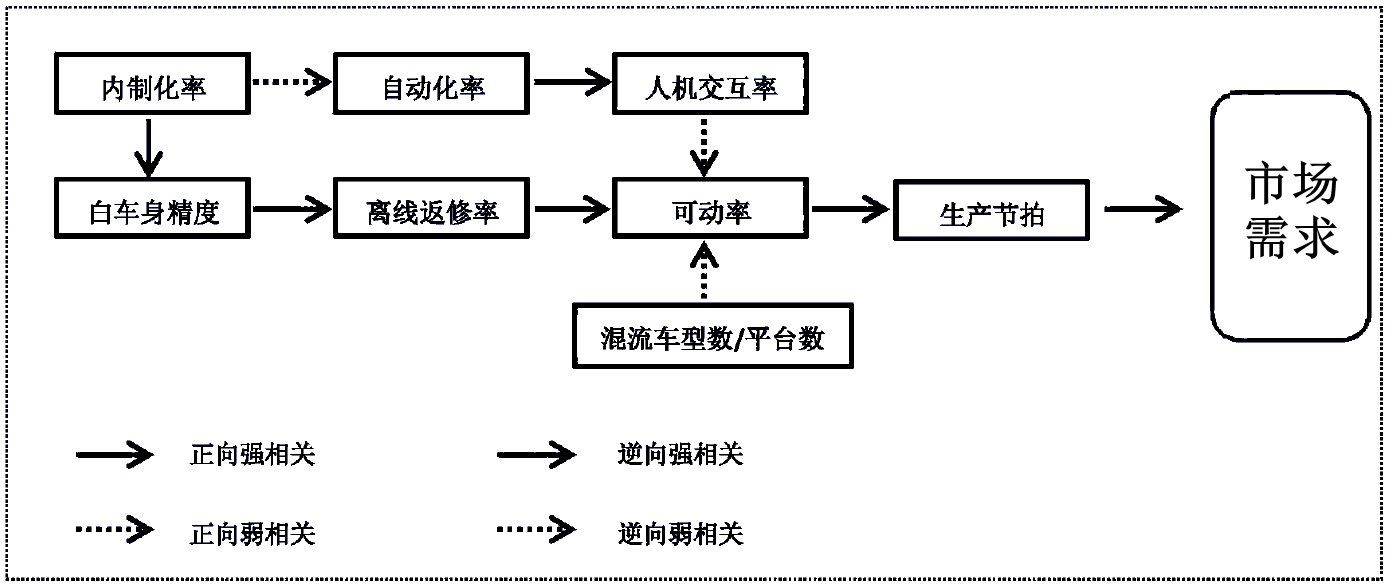
图1
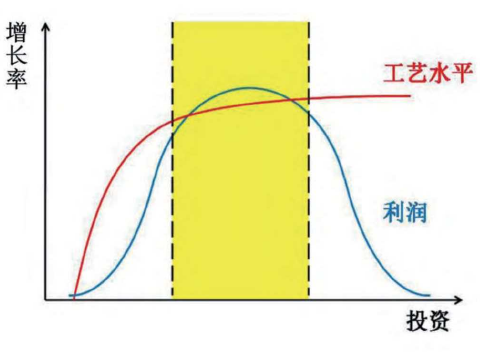
图2
合理化建议
正常情况下,焊装制造当中的各项技术指标会受到诸多因素的影响,包括车间面积、焊接当量、生产纲领以及产品等级等等,所以,在焊装项目不同的情况下,技术指标也会存在一定的差异,例如,在一些知名的汽车制造企业当中,其內制化率可能会达到85%-90%,而一些小型企业,则可能仅有50%,其对于产品质量的控制程度相对较弱,且由于成本投入较低,所以其物流运输质量以及焊接总成质量往往需要依赖供应商来进行保证。而在实际当中,对于供应商的质量保证,合资企业具有更高的要求,由于合作时间较长,所以较为注重相互促进与提升,也正因如此,很多合资企业中的供应商体系要比自主企业优秀。再加上产品研发质量存在差异,导致合资品牌汽车在质量方面也要优于自主企业。所以,想要改变这种局面,自主企业至少要将自身的內制化率提升到与合资企业接近的地步。
整车企业在进行产品企划的过程中,需要对工艺投资、利润情况、产品生命周期以及车型客户量等内容进行综合的考虑,一般企业都会选择10-20万的经济车型作为批量生产内容,但在生产纲领较低的情况下,单辆汽车所要承担的研发、生产准备以及工厂建设成本也就越高,而这会间接的提升车辆售价,影响汽车的销量。而如果在生产线当中,有效焊接工艺出现时间缩短的情况,则运输时间占比就会有所提升,这会影响生产效率。而如大众等企业在对批量车型进行生产时,会将生产节拍定在60-120s,因此,自主企业在进行生产节拍设置时,建议也要将生产节拍设置为60-120s。
对上述指标间的关联性进行综合的考虑,结合投资、效率、质量以及各项汽车产品在市场当中的占有率,给出汽车焊装制造技术指标的合理化建议。一是,平台数及混流车型数,应该是3/2。二是,生产节拍,要在60-120s之间。三是,白车身精度,要保持在92%-96%之间。四是,离线返修率,应控制在4%-5%。五是,自动化率,要保证在55%-60%之间。六是,內制化率,应该为85%-90%,七是,人机交互率,要在51%-56%之间。八是,可动率,应保持在88%-93%[4]。
结语
综上所述,对汽车焊接制造技术指标加强合理化建设,能够使汽车制造质量、效率以及成本得到有效的控制,这对于汽车制造领域的健康发展具有非常重要的意义,因此,汽车制造企业应该结合自身实际以及市场需求,对汽车焊接制造过程中的各项技术指标进行合理的设置与应用,从而为相关生产活动的有效开展提供支持。
参考文献
[1]李文忠, 徐赫唯, 李享泰. 浅析汽车焊装制造技术指标的合理性[C]// 2018中国汽车工程学会年会. 0.
[2]张江. 浅析国内汽车焊装生产线存在的问题[J]. 汽车制造业, 2017,26(3):92-96.
[3]尤建颖. 浅析焊接技术在汽车制造中的应用与前景[J]. 城市建设理论研究(电子版), 2018, 000(010):1-4.
[4]侯建勤, 陈俊杰. 基于ZigBee技术的锅炉焊接参数监控系统[J]. 自动化仪表, 2019, 40(01):31-34+39.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



