山东中烟工业有限责任公司滕州卷烟厂 山东省滕州市 277599
摘要:卷烟机在正常运行过程中,需要操作工不断对烟支进行取样,检查烟支外观及各项物理指标是否符合工艺要求。能不能严格地把控取样时间间隔是车间精益管理的重要诉求。本文将在原有的设备基础上增加报警装置,提醒操作工严格按照时间间隔对烟支进行取样自检,规范操作,希望能够给业界同仁提供相应的参考。
关键词: 卷烟机 取样 报警
卷烟机操作工在工作过程中,按照操作规程要求需要不断对烟支进行取样自检。检验烟支的外观质量是否满足工艺要求,包括烟支是否漏气、泡皱、空头、触头、烟支毛切口、接装纸错牙、接装纸长短等各种A类、B类、C类质量缺陷。如果烟支出现质量问题,取样间隔时间过长,操作工没有及时发现,会产出大量不合格烟支,需要去包装机以及装封箱机拦截已包装完成的小盒、条盒、成件烟,造成大量原辅材料的浪费[1]。并且由此导致的设备停机时间过长,造成设备有效作业率的下降。
1 取样自检现状调查
操作工在设备运行过程中,由于工作内容较多,取样时间很随机,随意性强,不能与车间精益管理的目标相匹配。通过对A、B两位操作工在两小时内取样时间点进行统计(未提前告知),列出表1。
A操作工 | B操作工 | ||
取样时间点 | 时间间隔(分钟) | 取样时间点 | 时间间隔(分钟) |
8:12 | | 12:03 | |
8:25 | 13 | 12:25 | 22 |
8:30 | 5 | 12:32 | 7 |
8:48 | 18 | 12:58 | 26 |
9:08 | 20 | 13:10 | 12 |
9:14 | 6 | 13:33 | 23 |
9:30 | 16 | 13:52 | 19 |
9:56 | 26 | | |
由表1可以看出操作工的取样时间间隔偏差较大。经计算,A操作工的取样时间间隔标准偏差σ1为7.54 ;B操作工的取样时间间隔标准偏差σ2为 7.25 。
2 提出课题构想
针对操作工自检取样现状,从人、机、料、法、环五个方面对该问题进行了全面地分析。在员工的培训,操作规范的制定等方面着手处理,并没有取得十分显著的效果。从设备的角度分析,设计取样自检报警装置[2],从设备启动开始计时,达到15分钟后设备自动报警,提醒操作工已到取样时间,操作工按下按钮进行取样自检。若报警后操作工不进行取样操作,计时两分钟后设备自动停机。此项设计可避免操作工因其他工作耽搁长时间不自检,或设备报警后仍不自检。若自检时发现不合格烟支,可追溯此前15分钟内生产的烟支,避免原材料的过度浪费。
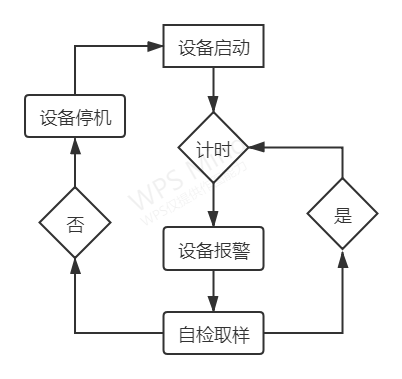
图1 取样报警设计流程图
3 制定方案并实施
在原有控制电路及控制面板基础上,增加一套控制电路、报警及控制按钮,实现取样报警提醒功能,所需的电器元件包括蜂鸣报警灯、延时继电器、旋钮开关、取样开关等,设计电路图如图2所示。
报警电路工作流程:当卷烟机启动时,延时继电器开始计时,15分钟后常开触点闭合,报警灯开始闪烁并蜂鸣提醒。按下取样开关后,报警灯熄灭,延时继电器重新开始计时。卷烟机停止后,切刀电机停止,对应H6指示灯熄灭,整个电路停止工作。
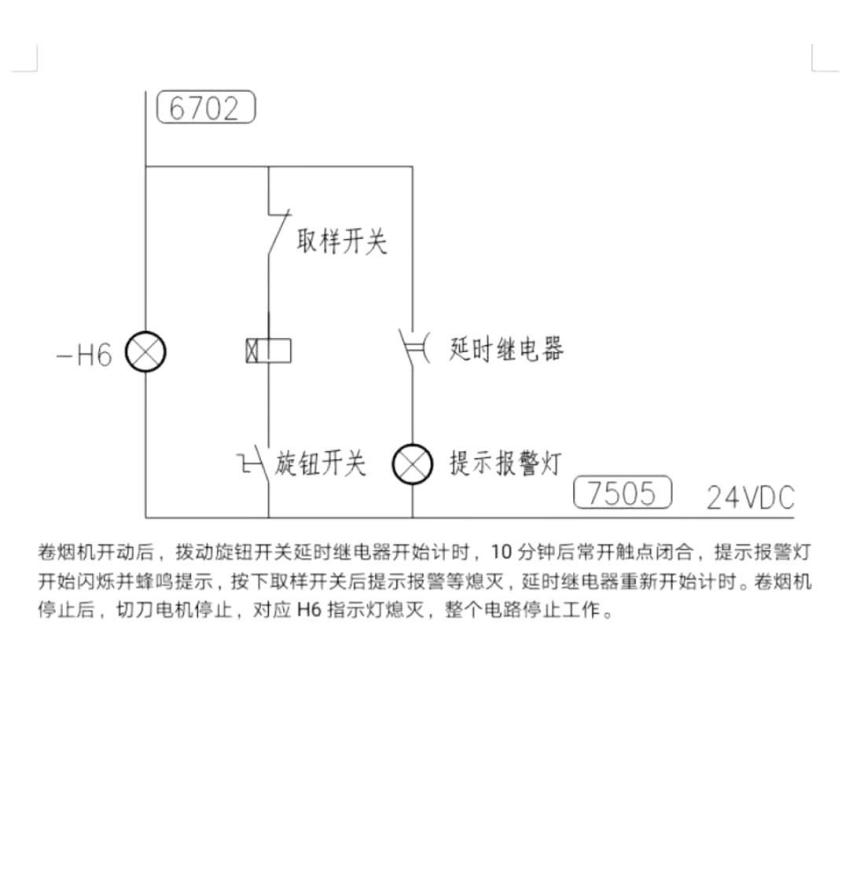
图2 设计报警电路图
4 效果检查
卷烟机自检取样报警装置改造完成后,针对卷烟机操作工自检取样时间间隔情况进行了统计分析,如下表所示。
表2 操作工取样自检时间表
取样时间点 | 8:05 | 8:12 | 8:27 | 8:43 | 8:58 | 9:04 | 9:19 | 9:35 | 9:50 |
时间间隔(分) | | 7 | 15 | 16 | 15 | 6 | 15 | 16 | 15 |
由表2 操作工取样自检时间表,可计算出该样本的时间间隔标准偏差σ为4.12。经过报警电路的设计改造,卷烟机操作工取样时间间隔的标准偏差降幅明显,说明操作工对烟支的取样自检时间把控更为均匀合理,更能符合车间精益管理的要求。
本文通过设计蜂鸣式报警装置,将随机性的取样自检过程改变为固定时间间隔定时取样,使取样过程更加规范合理,为产品的高质量生产保驾护航;同时能够避免因忘记自检取样导致的不合格烟支大量生产造成的物料浪费。
参考文献:
[1]卢新润.烟支输送通道中横烟检测装置的设计与运用[J].中外企业家,
2019,No.657(31):116.
黄卿霖,李 强,付 聪等.YF17卷烟存储输送系统烟支自动排空装置的设计[J]. 仪器与设备,2020, No.8(2):8.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



