国家能源集团榆林能源有限责任公司洗选中心郭家湾选煤厂 陕西省榆林市 719300
摘要:为应对当今煤炭企业面临的挑战,建设智能化选煤厂对煤炭的生存至关重要。对智能化选煤厂的结构进行了探索和思考,并思考了其运作方式。
关键词:选煤厂;信息化;智能化;探讨
以互联网、工业互联网、移动互联网设备、云平台、海量数据、人工智能等为代表的信息技术的深度集成。成为经济增长和世界进入智能制造时代的新动力。中国制定了2025年在中国建立的发展战略,按照国家战略规划迅速扩展到各个行业,作为煤炭工业的重要组成部分,从自动化到信息化,再到智能化发展。
一、智能化选煤厂概念
随着大型数据网络、人工智能、分布式云计算、机械视觉和物联网等计算机互联网技术的迅猛发展,行业迎来了一场新的革命。作为能源产业的重要组成部分,洗煤业逐渐融入了当时的发展趋势。越来越多的业界人士开始设计智能煤炭工厂建设。那么,怎样定义煤炭厂的智能化?智能往往取决于它如何应对外部影响、它的独特机械反应或有针对性的战略,以及它在外部收集和处理信息方面的合理决策效率。从这一角度看,从自动化煤炭处理设施过渡到智能设施需要改进和改进信息收集和处理程序,重点是数据收集、分析和提取、综合报告、决策和执行准则。自动化是智能选煤设施的基础,信息化是智能选煤设施的手段,数据是智能选煤设施的核心,可视化是选煤设施的可视化,人才匮乏是选煤设施的发展方向。建设智能选煤设施应密切结合生产技术和洗煤设备的特点,利用先进的计算机网络技术,加强生产运行中的基本信息收集,消除各工作领域的信息不对称,提供更有效、更可靠的选煤服务,以及及时传达岗位和设备各级的所有生产指令,优化生产组织结构,改进产品质量控制,减少人员,提高效率。
二、智能化选煤厂架构
选煤应通过信息技术和信息技术实现煤炭开采的自动化。智能选煤厂的体系结构如图1所示。
1.技术层面。以选煤厂安全智能控制系统为重要的技术和手段平台,采用物联网技术、基本安全视频分析技术、基本安全管理系统等新技术,充分发挥煤炭生产自动化作用,确保安全,减少人员。
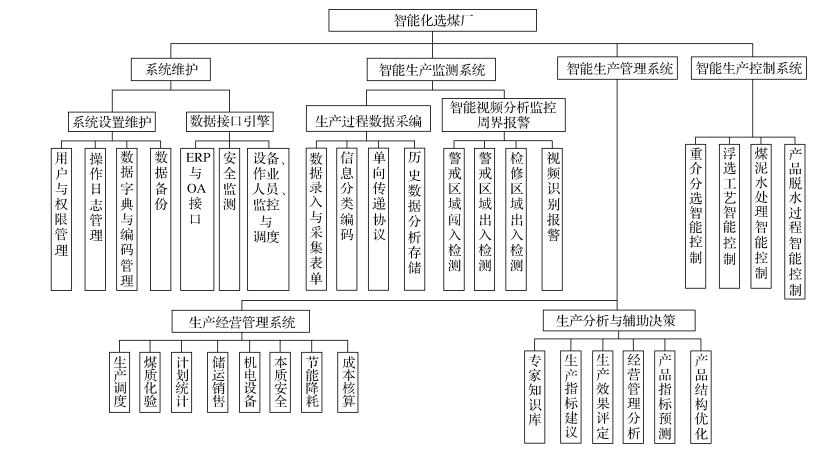
图1智能化选煤厂架构示意
2.管理工作。配洗配科学装制计划。根据煤的品种、灰分、原煤的储存量和客户当天在工厂的需求,届时确定如何进入仓库,如何配比配洗。根据各矿的原煤质量指标,相同的原煤分别存放在自己的固定煤仓中,分别存放。在运输和装载过程中,根据每个煤仓的灰分含量和相同类型的清洁煤矿类型进行装载。这不仅有助于对精炼粉煤灰进行定性,而且有助于煤炭指标的稳定。建立质量管理制度。为了确保按照ISO9000标准对洗煤过程进行控制,制定了洗煤过程控制程序,以确保每一个洗选过程都按照规范和可控制的限度运行。建立反馈系统。对进入工厂的每批原煤进行综合试验,及时检查煤质指标向规划和生产部提供反馈不仅有助于调整洗煤计划,而且也为监测选煤指标提供了依据。做好流程监控,监控清理计划的实施,监控流程指标。实施负责授予合同的部门的优先事项和责任。实施目标管理,提高工作效率,通过校准查明差距和缺陷,查明原因,利用差距执行措施,选择业务指标和校准小组学习经验,促进改进关键产出指标。确立简化管理的概念。实行全面预算管理,认真计算成本指标,积极监测关键指标,加大评价力度,深化综合业绩管理,将评价与个人绩效考核结合起来。
四、智能化选煤厂建设关键技术
1.重介质分离过程是智能化的。重介质分离工艺包括分离设备、脱水脱介设备、介质回收设备、固体物料输送设备、悬浮输送设备(如合格的介质桶、薄介质桶、煤泥桶等),智能重介质分离过程的核心是上述设备组的智能控制,包括重介质旋流器入口压力的闭环控制、重介质悬浮控制等浮液密度的大范围智能控制、密度设定的智能控制重介质悬浮液的价值,重介质净化回收的检测与优化控制。其中,重介质旋流器入口压力闭环控制和重介质悬浮密度智能控制已基本实现工业应用;重介质净化回收的检测和优化控制较难实现,并取得一定进展;重介质悬浮密度的大范围智能控制和重介质悬浮密度设定值的智能控制是制约因素智能化重介质分离过程的重点和关键。
2.浮选过程是智能的。浮选是选煤厂细煤泥分选的主要方法。智能浮选工艺的核心内容是:浮选工艺参数实时检测、浮选药剂自动添加、浮选液位自动控制、浮选机曝气自动控制、基于浮选产品指标的浮选智能闭环控制、远程移动控制浮选药剂的控制。其中浮选药剂由精密计量蠕动泵、精密计量螺杆泵、精密计量螺杆泵自动加入计量隔膜泵的合理选用已进入工业应用;浮选液位的自动控制较易实现;浮选机曝气的自动控制较易实现;吸气式浮选机的曝气控制已初步应用;中试采用了浮选药剂远程移动控制,开发了基于产品指标的浮选智能控制系统,实现闭环控制难度最大,核心制约因素是浮选精煤灰分检测和尾煤灰分检测。
3.智能化煤泥水健康保障系统。煤泥水保险制度主要包括两个过程:浓缩和压滤:浓缩过程的作用是清洁洗煤水,以确保有效洗煤和减少环境消耗;压力过滤工艺的作用是保证煤泥水分指标合格,煤泥处理负荷适当,浓缩工艺包括添加絮凝剂和混凝剂,压滤工艺包括添加添加剂。煤泥水健康保护系统智能基础技术:①浓缩压滤透明检测。浓缩过程透明检测是通过采集进料流、进料浓度、溢出浓度、压滤机循环与滤饼水分。②自动制备和添加絮凝剂、混合剂和过滤剂。目前已完成絮凝剂、混凝剂和佐剂的自动配制,根据经验手工添加药物,因此需要建立可变闭环控制,对添加药物进行自动控制。③化学物质是在浓缩和压力过滤过程中一起添加的。共用絮凝剂、冷凝器和佐剂是澄清过剩水、使浓缩工艺与压力过滤工艺能力相匹配以及减少药物消耗的重要保证。
4.选煤MES智能化。组织生产是煤炭智能化生产的目标之一。智能选煤可以改变选煤厂的传统生产管理模式,实现选煤过程的精确智能控制。MES选煤智能基础技术:①实时数据采集与存储。设备、工艺、安全、能源消耗、材料、煤炭质量、视频等方面的数据。对话框,可在实时和历史数据库中收集和存储。②数据标准化。数据是选煤MES的基础。根据选煤数据类型的不同,一个比较全面的数据标准系统与标准数据格式相结合,不仅确保了数据标准化的简化,而且还确保了数据的可扩展性,并为今后使用数据奠定了基础。
5.选煤服务应用。选煤MES基本上是一个管理系统因此,根据基本管理原则,借鉴简化管理的实质,结合生产管理和选煤管理的特点,形成了适合选煤行业的MES管理框架和业务应用。④基于混合云的MES选煤远程服务。构建混合云结构,利用云平台、海量数据、人工智能等为将选煤信息传递给公共云,实现MES选煤流程和选煤管理流程的不断完善,提高精益水平和智能化管理。
6.装车智能化。选煤厂生产设施自动装车包括:(1)在线测量和显示灰色部分:测灰仪的输出信号传输到计算机,并通过计算机处理和计算,分别在屏幕上显示所装车煤的当前灰分的瞬时值和累计灰分。(2)输煤流量控制:当偏差超过装车过程中允许的值时,应调整各种煤的胶带秤流量设定,根据设定反馈调整相应的输煤机变频器,调整给煤量。(3)煤装车控制系统:主要由主控制室、变频器控制室、现场操作平台和控制室上部单元组成,根据灰分离器检测数据和胶带秤检测数据, 实现装车设备手动操作、系统自动集中操作、配煤参数设置、配煤策略计算的自动启停控制和联锁控制,实现基于灰分的配煤自动装车。
构建智能选煤厂的本质是实现煤炭生产的革命性变化,管理模式变革。建设智能选煤厂将加快煤炭供应方面的结构改革,推动选煤行业从劳动密集型产业转变为技术密集型产业,实现煤炭生产效率提高目标,全面提高核心竞争力。
参考文献:
[1]李纯.选煤行业新技术浪潮下的智能化选煤厂[J].选煤技术,2019(1):7-13.
[2]匡浩.智能化选煤厂建设的内涵与框架[J].选煤技术,2018(1):85-91.
[3]王赟彦.选煤厂智能化管理系统研究[J].技术与创新管理,2018,39(2):211-214.
[4]黄嫌.选煤过程智能化总体构想初探[J].煤炭加工与综合利用,2017(5):57-58.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



