身份证: 32108119880923****
【摘要】:一种适用于激光切割机自动化上料及下料的机械设备,设备放置在激光切割机上料区域工作台上方,设备包含主体框架、Z杆移动机构、复合工装机构、原料电动料车及成品电动料车。
关键词:钣金;激光切割机;自动化;
1、前言
目前国内的激光切割设备市场红火,已成为钣金自动化设备制造业增长引擎。本设计符合中国国情、符合行业特色、性价比极高,符合行业智能化成套、高效、节能环保等发展趋势,在降低工人劳动的同时,提高生产效率和产品的精度,提升我国装备制造业的综合竞争力。
2.激光切割机上下料装置工作原理
2.1流程图及示意图
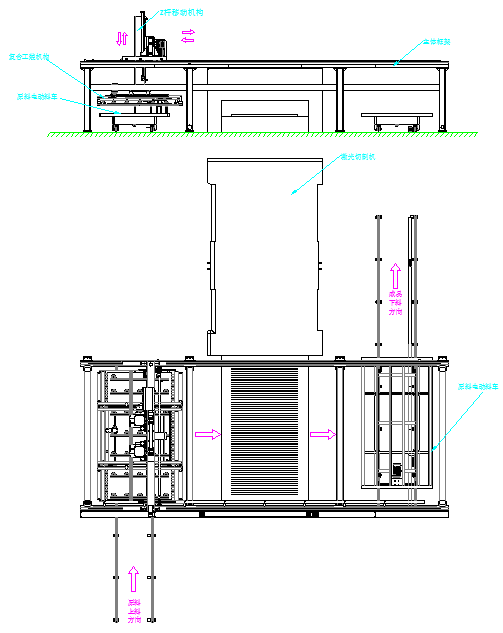
流程图及示意图
2.2各机构工作流程
a上料工序:人工通过行车或叉车将原料板材放置到原料电动料车,原料电动料车将板材自动运送至上料区域,Z杆移动机构通过左右上下运动至上料取料区域,复合工装机构打开叉齿装置,复合工装机构上的吸盘装置吸附原料电动料车第一张板料,进行机械分张、单双张检测功能动作;待检测完成后(复合工装机构叉齿装置闭合,起到在运输板材过程中防止板材掉落),复合工装机构将原料板材搬运至激光切割机指定位置,将原料板材放置在该区域,即完成上料工序;激光切割机进行切割工序。
注:复合工装机构完成上料动作之后通过Z杆移动机构升至安全区域,等待激光切割机发送下料请求信号
b下料工序:激光切割机完成切割工序后,由复合工装机构通过叉齿装置插到激光切割机每个剑栅的空挡区域,将切割好的板材全覆盖的叉起,运送至成品电动料车上方,然后叉齿打开,板材完全落到成品电动料车上。
注:复合工装机构上装有挡料装置,完全保证切割好的板材能固定的落至在同一区域范围内。
3.激光切割机上下料装置结构设计
3.1 主体框架
主体框架采用高强度无缝方管焊接而成,具有强度高、重量轻、外型美观等特点;
3.2 Z杆移动机构
Z杆移动机构设计含水平及竖着两传动轴,钣金焊接桁架结构,稳定、可靠,传动方式为链轮链条传动,直线导轨导向;
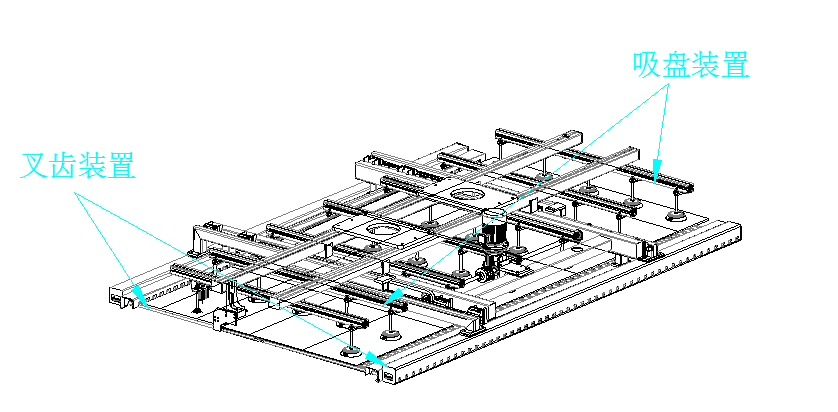
3.3 复合工装机构
复合工装机构主要由吸盘装置和叉齿装置组成,来实现原板材的输入输出功能,吸盘装置通过真空元件,使吸盘与板料贴合形成负压,将板料与吸盘牢牢的吸附在一起;吸盘装置里气缸实现原材料的机械分张、单双张检测功能。叉齿装置通过电机带动链轮传动来实现叉齿的闭合和打开,从而实现板材的叉起和下料。
机械分张功能:通过机械分张气缸高频率带动板材一角上下运动,使得板材能与下一张板材能脱落,从而实现板材不能粘连在一起。
单双张检测功能:通过检测气缸上下运动夹住板材,使得线性传感器上下运动,产生位移偏差,从而转换成板材厚度数据
3.3原料电动料车
原料电动料车采用高强度无缝方管焊接,承载范围根据实际工作需要及实际原料板材而定,原料电动料车通过链轮链条传动和#12轻轨导向,来实现直线往复运动,原料电动料车上放置板料分张装置(磁力分离粘粘板料)和板料初始限位挡柱
3.4成品电动料车
成品电动料车承载范围和传动方式与原料电动料车相同
4.激光上下料机器人气动系统
4.1气动系统组成的元器件有:气罐,压力控制,方向控制,通用气缸,真空原件等组成。
4.2原料板材是通过真空吸盘产生真空后,稳稳的被吸住。
5 小结
目前国内的激光切割设备市场红火、已成为钣金设备制造业增长引擎,但对激光自动化加工设备的研究处于起步阶段,技术尚不成熟。本产品符合中国国情、符合行业特色、性价比极高,符合行业智能化成套、高效、节能环保等发展趋势,在降低工人劳动的同时,提高生产效率和产品的精度,提升我国装备制造业的综合竞争力。
参考文献
[1] [日]牧野洋著.自动机械机构学.胡茂松译.北京:科学出版社,1980.
[2] 张建民,工业机器人.北京:北京理工大学出版社,1988
[3] 蔡自兴.机器人学的发展趋势和发展战略.机器人技术,2001,4
[4] 郑志峰等编,链传动,北京:机械工业出版社,1984.
[5] 卜炎主编.实用轴承技术手册.北京:机械工业出版社,2004.
[6]陆鑫盛,周洪编著.气动自动化系统的优化设计.上海:上海科学技术文献出版社,2020.
[7] 徐灏主编.机械设计手册.第2版.第4卷.北京:机械工业出版社,2000.
[8] 阮忠唐主编.机械无极变速器设计与选用指南.北京:化工工业出版社,2002.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



