中海石油(中国)有限公司海南分公司,海南 570135
摘要:采用高温高压动态模拟实验方法某油田海管在用缓蚀剂进行缓蚀效果评价评价结果表明:该海管X65管材在出入口生产工况条件下均发生均匀腐蚀。不含缓蚀剂时,海管入口X65钢的腐蚀速率为0.3693mm/a,海管出口腐蚀速率为0.4006mm/a,腐蚀速率均远远大于0.076mm/a,需要加注缓蚀剂。现场采出水含缓蚀剂情况下,海管出入口腐蚀速率均有所降低,腐蚀速率分别为0.1397mm/a和0.2039mm/a,但仍高于0.076mm/a,建议提高加注浓度或更换缓蚀剂。加注缓蚀剂情况下,海管出入口腐蚀速率分别为:0.1032mm/a和0.0965mm/a,腐蚀速率仍然高于0.076 mm/a。
关键词:X65海管,缓蚀剂,腐蚀速率,缓蚀效率
0前言
海上输送管线加注少量或微量合适的缓蚀剂能显著降低金属的腐蚀速率[1-2],但缓蚀剂在应用过程中对服役工况具有很强的适应性。不同的介质或材料往往要求的缓蚀剂也不同,甚至同一种介质,当操作条件(如温度、压力、浓度、流速等)改变时,所采用的缓蚀剂可能也需要改变[3-5]。因此,为了正确选取适用于特定系统的缓蚀剂,不仅要考虑系统中介质的组成、运行参数及可能发生的腐蚀类型,还应按照实际使用条件进行必要的缓蚀剂评价实验。
1实验方法
用3 L高温高压FCZ磁力驱动反应釜进行试验。高温高压釜工作原理示意图如图5-3所示。试验前腐蚀介质用高纯N2(99.99%)除氧12 h以上,装配好试样后,继续通N2 2 h以除去安装过程中进入溶液中的氧,然后关闭所有阀门升温至设定温度,试验过程中参考国际上通行的方法,采用按照参数要求配置 H2S-CO2混合气,并在试验过程中采用定期更替釜内气体的方法,保证试验过程腐蚀性介质的有效存在。试验周期为192h。试验完毕取出试样,用清水清洗,用无水乙醇浸泡5 min,丙酮除油,吹干,根据标准SY/T 5273-2014中推荐方法用盐酸(分析纯)100 mL+六次甲基四胺(分析纯)5 g+去离子水配置成1000 mL的酸洗液去除腐蚀产物。用失重法测量3个平行试样的均匀腐蚀速率,另外1个试样备用,可进行后续表面分析试验。称重电子天平型号Sartorius BS224S,精确到0.1 mg。腐蚀速率V(mm/a)计算公式如式(1-1)。
V = 8.76×104×△W/(S×t×ρ) (1-1)
式中,ΔW为腐蚀前后试样的失重,g;S为试样的腐蚀面积,cm2;ρ为金属的密度,试验中取7.85g/cm3;t为试验时间,试验中为192h;8.76×104为单位换算常数。
缓蚀效率η1(%)计算公式如式(1-2):
η1=((△m0-△m1)/△m0)100% (1-2)
式中,△m0 为空白试样的质量损失,g;△m1为添加缓蚀剂试样的质量损失,g。
2 实验结果及分析
海管入口和出口正常生产工况条件下X65钢在现场空白水样、含缓蚀剂现场水样及实验室现场空白水样加注40ppm缓蚀剂溶液中的腐蚀速率和缓蚀效率如图1所示。由此可见,海管入口和出口正常生产工况条件下不含缓蚀剂情况下,X65钢的腐蚀速率分别高达0.3693mm/a和0.4006mm/a,远远高于0.076 mm/a(海油内部要求),因此需要加注缓蚀剂。海管入口和出口正常生产工况条件下现场含缓蚀剂情况下,X65钢的腐蚀速率有所降低,分别为0.1397mm/a和0.2039mm/a,缓蚀效率分别为72.06%和49.10%,可见尽管现场正常生产工况海管出口和入口含缓蚀剂现场水样腐蚀速率有所降低,但腐蚀速率仍然高于0.076 mm/a(海油内部要求)。为进一步验证现场缓蚀剂的有效性,将现场缓蚀剂按现场加注浓度40ppm加入现场空白水样中,其腐蚀速率分别为:0.1032mm/a和0.0965mm/a,缓蚀效率为65.80%和75.91%,可见腐蚀速率仍然高于0.076 mm/a(海油内部要求)。

图1 正常生产工况某海管的腐蚀速率及缓蚀剂缓蚀效率对比图
图2为该海管入口和出口正常生产工况条件下X65钢在现场空白水样、含缓蚀剂现场水样及实验室现场空白水样加注40ppm缓蚀剂中的腐蚀表面宏观形貌。如图所示,在不含缓蚀剂水样中X65钢腐蚀后,试样表面覆盖一层灰黑色腐蚀产物,腐蚀较为严重;在含缓蚀剂现场水样和添加40ppm缓蚀剂水样中试样腐蚀后的表面附着一层灰色薄膜,腐蚀明显受到抑制,说明现场缓蚀剂起到了一定的缓蚀作用。
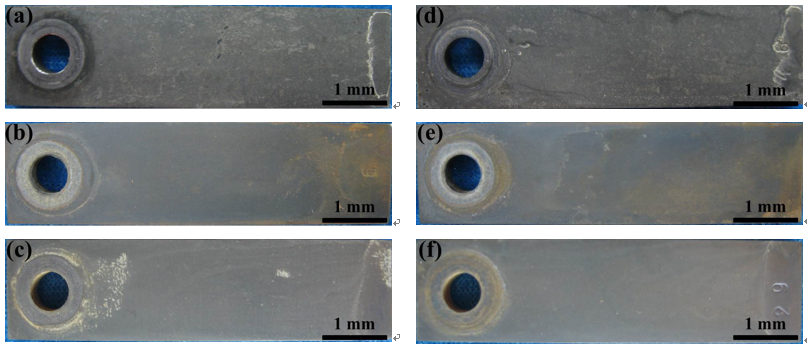
图2 正常生产工况某海管的腐蚀宏观形貌
(a)出口,空白 (b)出口,含缓蚀剂 (c)出口,加注缓蚀剂
(d)入口,空白 (e)入口,含缓蚀剂 (f)入口,加注缓蚀剂
某海管入口和出口正常生产工况条件下X65钢在现场空白水样、含缓蚀剂现场水样及实验室现场空白水样加注40ppm缓蚀剂中的腐蚀后去除腐蚀产物膜表面宏观形貌,如图3所示。由图可见X65钢三种条件下腐蚀去除腐蚀产物膜后表面较为光滑,没有发现点蚀或局部腐蚀,说明X65钢在以上条件下均发生全面腐蚀。
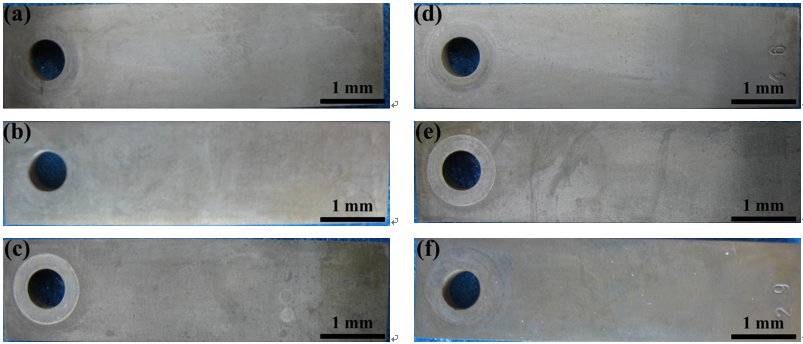
图3正常生产工况某海管去除腐蚀产物后的宏观形貌
(a)出口,空白 (b)出口,含缓蚀剂 (c)出口,加注缓蚀剂
(d)入口,空白 (e)入口,含缓蚀剂 (f)入口,加注缓蚀剂
图4为该海管入口和出口正常生产工况条件下X65钢在现场空白水样、含缓蚀剂现场水样及实验室现场空白水样加注40ppm缓蚀剂中的腐蚀后表面微观形貌。由图可见,不含缓蚀剂情况下试样腐蚀较为严重,表面腐蚀产物成黑色,含缓蚀剂和添加缓蚀剂后试样腐蚀情况减轻,可以明显观察到试样打磨过的痕迹。

图4正常生产工况WZ11-4NC至 WZ11-4NB海管腐蚀微观形貌
(a)出口,空白 (b)出口,含缓蚀剂 (c)出口,加注缓蚀剂
(d)入口,空白 (e)入口,含缓蚀剂 (f)入口,加注缓蚀剂
该海管X65管材在出入口生产工况条件下均发生均匀腐蚀。不含缓蚀剂时,海管入口X65钢的腐蚀速率为0.3693mm/a,海管出口腐蚀速率为0.4006mm/a,腐蚀速率均远远大于0.076mm/a,需要加注缓蚀剂。现场采出水含缓蚀剂情况下,海管出入口腐蚀速率均有所降低,腐蚀速率分别为0.1397mm/a和0.2039mm/a,但仍高于0.076mm/a,建议提高加注浓度或更换缓蚀剂。加注缓蚀剂情况下,海管出入口腐蚀速率分别为:0.1032mm/a和0.0965mm/a,腐蚀速率仍然高于0.076 mm/a。
参考文献
[1] 油气井缓蚀剂研究进展[J]. 蒋秀,郑玉贵. 腐蚀科学与防护技术. 2003(03)
[2] 二氧化碳腐蚀缓蚀剂及其缓蚀机理的研究进展[J]. 王梦,张静. 表面技术. 2018(10)
[3] [3]油气田CO2/H2S共存腐蚀与缓蚀技术研究进展[J]. 李自力,程远鹏,毕海胜,董有智. 化工学报. 2014(02)
[4] 缓蚀剂缓蚀作用的研究方法[J]. 朱苓. 腐蚀与防护. 1999(07)
[5] 缓蚀剂在油气田的应用[J]. 曹楚南,陈家坚. 石油化工腐蚀与防护. 1997(04)
个人简介:熊荣雷(1977-),男,工程师,2001年毕业于西南石油大学石油工程专业,现从事海上石油天然气开发生产管理工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



