中车齐齐哈尔车辆有限公司 黑龙江齐齐哈尔 161002
摘要:LC3是在特殊环境使用的铁素体类低温钢,按ASTM-A352标准的要求,它能适用于-101℃的环境中,因此对其低温冲击性能有着较高的要求。而钢的低温力学性能与其晶体结构有很大关系,几乎所有钢种的强度、硬度和弹性模量都随着温度的降低而提高,而大部分钢的塑性和韧性却随温度的降低有不同程度的降低。因而要使LC3阀门加工后达到ASTM-A352标准的要求,其铸造、焊接和热处理过程有一定的特殊性和难度。
关键词:LC3低温钢;焊接工艺;实践
1 焊接工艺
1.1 母材的焊接性分析
LC3钢属于含Ni的低温用钢,其铸钢件经高温正火及高温回火处理,母材的组织为铁素体+珠光体。实践证明,含Ni钢经焊接后,焊缝的熔合区和热影响区的低温韧性与母材和焊材相比都有一定程度的下降,特别是热影响区下降较大。因而,在阀体铸造过程中,母材的低温韧性应该预留充足的富余量,否则,加工后低温韧性达不到ASTM-A352标准的要求。为了解决这一问题,内控的化学成分在标准的基础上进行了一定的严控,要求P,S,C的含量尽可能低一些,这样在铸造过程中可提高原材料的性能。其主要化学成分及力学性能分别见表1和表2。
表1 LC3低温钢的化学成分(质量分数)(%)

表2 LC3低温钢的力学性能

1.2 焊接工艺分析
LC3阀门的焊接工作主要包含2个方面,一是铸件本身的补焊;二是阀座与阀体的不熔透的对接焊,为便于焊接材料购买和保证焊接质量,笔者采用了焊条电弧焊。根据化学成分,进行碳当量计算,间接分析其焊接性。
![]()
根据公式计算出LC3钢的碳当量为0.43%~0.57%,焊接性良好,根据等强匹配原则,选用强度等级相同的焊条。为了保证焊接电弧的稳定性好、飞溅少,并且保证焊缝熔合区和热影响区的低温冲击性能,选用符合国标GBT 511—1995的百乐焊材公司的生产的W107焊材。W107焊材为低碳、低磷、低硫、低氢焊材,其化学成分见表3,力学性能见表4。
表3 焊条化学成分(质量分数)(%)
 表4 焊条力学性能
表4 焊条力学性能
 1.3 焊接过程操作要点
1.3 焊接过程操作要点
(1)合格焊工
焊工应经岗前培训,熟悉低温钢焊接的特点,并了解焊接过程中容易出问题的地方,同时熟练掌握薄层焊、短弧焊的操作要点和操作技巧。
(2)坡口制备
坡口尽量采用机加工方法(刨床或者铣床),如采用碳弧气刨,一定要用打磨机去除增碳的硬化层,另外,将坡口表面及其两侧各20 mm范围内的油污、铁锈及其他污染物清理干净。坡口角度要适中,角度过小,不易操作,且焊层过厚,提高了金属铸态组织的含量;坡口过大,填充量多,热输入增大,会大大降低焊缝的低温冲击性能。装配间隙b=2~3 mm;错边量≤1 mm;在工件的反面,距两端30 mm处焊接定位焊缝,定位焊缝长10~15 mm,厚3 mm。坡口角度和装配如图1所示。

图1 坡口角度和装配尺寸
(3)焊接工艺参数
各焊道选用的焊接工艺参数见表5。
表5 焊接工艺参数

(4)焊接过程
焊接时,焊条对准焊缝中心,焊条与工件夹角90°,与前进方向成65°~85°。根据焊接工艺,严格控制焊接电流和电弧电压,同时控制好焊接速度,尽量采用直线运条方法,防止出现粗大的铁素体或马氏体组织,降低金属焊接接头的低温冲击韧性。
为了防止焊缝层间过高,控制层间温度≤120℃,尽量采用多层多道焊,这样后道焊缝对前道焊缝的热循环具有细化晶粒的作用。同时,焊接过程中,注意熔池金属的变化,防止产生缺陷,焊缝的返修对低温冲击性能的下降影响较大。
(5)焊后热处理
焊后热处理对降低LC3焊接接头的整体硬度水平,细化晶粒,改善低温冲击性能有良好的作用。根据文献资料:
Ac3=910-203C12+44.7Si-15.2Ni+31.5Mo+104V-30Mn+11Cr+20Cu-700P-400Al-120As-400Ti,计算出LC3钢的Ac3为807℃。为进一步提高产品的性能,采用了对比试验,830℃正火,860℃正火,830℃正火+回火600℃,830℃正火+回火620℃,正火860℃+回火600℃,正火860℃+回火620℃,根据试验数据,采用了正火860℃+回火600℃。
2 试验结果
根据ASME标准第Ⅸ卷和NACE MR0175的要求,在试验样本上截取3组冲击试样、4个侧弯、2个拉伸和1个硬度试样进行化学成分分析和力学性能试验,其结果见表6和表7。
表6 焊缝化学成分(质量分数)(%)
 表7 焊接接头的力学性能
表7 焊接接头的力学性能
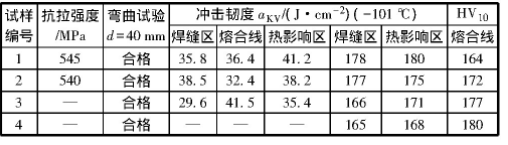
从测试结果可知,拉伸试样断裂在母材,说明焊缝强度略比母材高。弯曲试样在弯曲角度180°,弯轴直径d=40 mm的条件下,表面无裂纹,全部合格。焊缝低温冲击韧性较好,-101℃冲击吸收功平均值为36.6 J,远高于材料的标准要求值20 J。同时硬度值也满足NACE MR0175的要求。
3 结论
根据LC3铸钢件的特点,在铸造过程中严格控制产品的化学成分,焊接过程中严格控制焊接电流、电弧电压和焊接速度,层间温度≤120℃,采用直线运条,多层多道焊,控制焊接质量,避免返修,焊后采用860℃正火+600℃回火,无论是焊缝质量,还是焊缝的力学性能,尤其是低温冲击韧性,都能达到标准的要求,为生产提供可靠的保障。
参考文献
[1] 沈根平.焊接基本技能实训[M].北京:高等教育出版社,2016.
[2]钟诚.金属焊接工[M].北京:煤炭工业出版社,2006.
[3] 陈倩清.电焊工[M].北京:中国劳动出版社,2008.
[4]陈裕川.焊接工艺评定手册[M].北京:机械工业出版社,2000.
[5]庞辉勇,谢良法,李经涛.提高3. 5Ni厚钢板低温冲击韧性的研究[J].压力容器,2000(10):5-9.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



