中车大连机车车辆有限公司 辽宁省大连市 116105
摘要:为生产高硅固熔强化球墨铸铁,对熔炼中铁液的化学成分、孕育处理及热处理技术进行了分析研究,得出高硅固熔强化球墨铸铁比传统球墨铸铁具有更高的抗拉强度,硬度和强度分布更均匀,机械性能及加工性能良好。
关键字:高硅固熔强化 球墨铸铁 熔炼工艺
1.前言
在生产中发现,随着珠光体稳定元素含量的波动,既使是同一批次生产的铸件,在不同铸件的相同部位性能也会产生很大的波动;硬度的波动造成同牌号的球墨铸铁不同位置机加工性能相差可高达50%,HBW230 时的进刀量要比HBW170 时小0.1mm。所以寻找一种基本上是单相基体的球墨铸铁,减少硬度波动,提高球墨铸铁的机械加工性能也十分必要。
硅是铸铁中使用最广泛的元素,它可以固溶于铁素体中起强化作用,从而提
高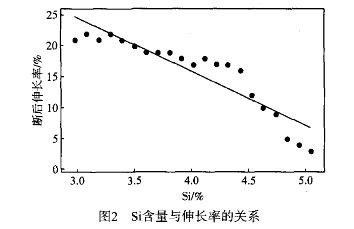

铁素体的强度。图1、图2是硅含量对铁素体球墨铸铁抗拉强度和伸长率的影响关系。
图1 Si含量与抗拉强度的关系 图2 Si含量与伸长率的关系
2.工艺原理
2.1 化学成分的分析与确定
依据化学成分对球墨铸铁性能的影响,尤其是硅含量对铁素体球墨铸铁伸长率的影响关系,化学成分按照如下原则确定。
CE值。碳当量对球墨铸铁的流动性和缩孔、缩松影响很大,在碳当量的质量分数为4.6%-4.8%时,流动性最好,有利于浇注成形、补缩,缩孔、缩松倾向小,可以获得健全的铸件[1]。因此,球墨铸铁的碳当量控制在4.6-4.8%范围内。
硅。硅是促进石墨化元素,硅多提高了铸铁共晶转变时的临界冷却速度,使铁水在凝固过程中对冷却速度的敏感性降低,更有利于形成全铁素体球墨铸铁。由图1看出,当球铁中硅含量小于5%时,铸件的抗拉强度、屈服强度和硬度都随Si含量呈增大趋势,而断后伸长率则呈下降趋势,从图2可以看出,当Si含量超过4.5%时,其伸长率急剧下降,故Si含量一般控制在在3.5%-4.5%的范围。
锰。锰是阻碍石墨化、强烈稳定奥氏体的元素,并容易在共晶团边界上富集形成偏析,对力学性能有特别不利的影响[2],对于铁素体基体的球墨铸铁来说,则锰的质量分数应在0.3以下。
磷和硫。磷和硫都是有害元素,为保证良好的球化,硫含量应控制在0.03%以下。
2.2 熔炼工艺的制定
铁液化清后加入所需FeSi75进行增硅,控制适当的熔化温度、取样温度、过热温度和出炉温度,保证操作过程紧凑,保证球化处理后的铁液在15min内浇注完成。
2.2.1 炉料配比及化学成分控制
为保证硅固溶强化铁素体球墨铸铁化学成分及性能的稳定性,炉料配比和铁液化学成分控制见表1和表2。
表1 炉料配比
生铁/% | 钢板/% | 回炉料/% |
65-70 | 10-15 | 15-20 |
表2 铁液化学成分控制范围
C | Si | Mn | P | S | 终Si |
3.4-3.5 | 2.3-2.9% | ≤0.3% | ≤0.035% | ≤0.03% | 3.6-4.2% |
2.2.2 球化处理
球化剂选用稀土镁硅铁球化剂,采用包内冲入法球化处理,将球化剂等合金材料分层装入,保证了铁水在翻入90%以上才开始反应,且反应时间在2.5~3 min。
2.2.3 孕育处理
为了强化孕育,缓解孕育衰退,孕育处理采用出铁随流孕育+包内孕育+球化后浮硅孕育相结合的方案。
3.试验结果与分析
采用上述工艺生产的球墨铸铁铸件,同时使用同包铁水浇注单铸试块,化学成分见表3,力学性能和金相组织见表4:
表3 试样的化学成分
序号 | w(C) | w(Si) | w(Mn) | w(P) | w(S) | w(Mg) | w(Re) |
1 | 3.6 | 3.65 | 0.15 | 0.026 | 0.005 | 0.036 | 0.016 |
2 | 3.43 | 3.77 | 0.13 | 0.029 | 0.007 | 0.039 | 0.018 |
3 | 3.35 | 3.91 | 0.34 | 0.026 | 0.009 | 0.040 | 0.019 |
4 | 3.35 | 3.95 | 0.34 | 0.029 | 0.009 | 0.041 | 0.019 |
5 | 3.25 | 4.01 | 0.17 | 0.035 | 0.010 | 0.050 | 0.030 |
6 | 3.36 | 4.01 | 0.32 | 0.034 | 0.011 | 0.044 | 0.024 |
表4 试样的力学性能及金相组织
序号 | 力学性能 | 金相组织 | |||||
抗拉强度Rm,MPa | 屈服强度Rp0.2,MPa | 伸长率 A,% | 硬 度 HBW | 球化率 (级) | 球径大小 (mm) | 珠光体 (%) | |
1 | 533 | 431 | 22 | 194 | 2 | 3-6 | 5 |
2 | 548 | 455 | 19 | 210 | 2 | 3-6 | 2 |
3 | 560 | 478 | 16.5 | 201 | 2 | 3-6 | 5 |
4 | 560 | 476 | 17 | 201 | 2 | 3-6 | 5 |
5 | 573 | 480 | 18 | 204 | 2 | 3-6 | 2 |
6 | 598 | 488 | 15 | 216 | 2 | 3-6 | 5 |
从表3、表4的检测结果可以看出,随着硅含量的升高,抗拉强度、屈服强度和硬度增大,伸长率降低,珠光体含量小于5%,在生产中发现Mn含量升高后,珠光体含量较高,达到5%左右。
4.结论
高硅固溶强化球墨铸铁本体中硬度与抗拉强度分布均匀;机械性能较好,切削加工性能优,降低机械加工成本;
高硅固溶强化球墨铸铁与传统合金化球铁相比,减少了合金元素的使用,降低生产成本和管理成本,合金元素的降低有利于铁水的流动性和降低收缩倾向。
参考文献
[1]齐笑冰,董峰,王鹏华等.碳当量和硅碳比对灰铸铁力学性能的影响[J].铸造,2014,63(12)
[2] 陶令桓.铸造手册.第1卷 铸铁[M].北京:机械工业出版社,2002.1.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



