日照钢铁控股集团有限公司 山东 日照 276806
摘要:带钢出锌锅后,第一个接触的辊子就是塔顶辊,由于受板温高,带钢表面锌渣粘附辊面等因素影响,经常会出现塔顶辊辊印缺陷。本文通过对热基镀锌线塔顶辊辊印的研究,采取塔顶辊清洗、塔顶辊包布及镀后冷却风机改造等措施解决塔顶辊印。
关键词:热镀锌钢板;空气冷却;塔顶辊
Technology of continuous pickling & galvanizing line top roller
Pan Yong,Wei Yu,Liu En Chao
Abstract:the first point of contact roller is the top roller, due to the high temperature, the strip surface factors, such as zinc slag adhesion roll surface defects often appear on the top roller。 In this paper, the research of continuous pickling & galvanizing line top roller. Take measures such as cleaning tower top roll、clothing tower top roll、modification of blower after plating to solv the problem of the top roller.
Keywords: hot-dip galvanized sheet; air cooling section;turn-over/turndown rolls
现状概述
某公司镀锌产品是以热基卷为原料,经连续酸洗、镀锌、光整、拉矫获得良好的表面以及产品性能,面向终端市场及用户实现替代部分传统镀锌产品。近年来,汽车和家电工业对热镀锌板表面质量要求越来越严。塔顶辊辊印缺陷为表面色差类缺陷,但已有多家客户抱怨。影响了客户使用及公司形象。本文主要介绍热基镀锌塔顶辊辊印缺陷及其解决办法。
塔顶辊印形貌及产生原因
塔顶辊辊印形貌
塔顶辊印仅在带钢下表面出现的周期性凹坑,形貌为点状、块状或猫爪状,光整前视觉明显、轻微手感。经光整后仍视觉可见、无手感的白色斑点。
表一:塔顶辊辊印形貌
塔顶辊辊印(塔顶辊后) | 塔顶辊辊印(成品) |
| |
塔顶辊后拍摄,下表面通宽白印,有轻微手感 | 光整后板面细小白印,视觉明显无手感 |
塔顶辊印产生原因
塔顶辊辊印产生的表层原因为塔顶辊辊面粘锌导致带钢表面产生周期性的辊印。
带钢离开锌锅后,铁-锌之间的热扩散仍然继续进行。实践证明,带钢温度愈高,则扩散反应愈强烈。这样会使合金层加厚,影响锌层的韧性。为了尽快终止这种扩散,必须及时对带钢施行强制冷却。一般认为,带钢温度低于300℃,此扩散反应才会减弱到微小的程度[1]。塔顶温度较高,会导致ζ相过厚,ζ相为脆性漂走层,是以FeZn13为基础的中间金属相,构成铁锌合金层,单斜晶格。如果该相过厚,会导致加工时镀层开裂甚至剥落[2]。因我司产线为热基镀锌产线,厚度规格为1.5~4.0mm,厚度区间跨度较大,且带钢表面粗糙度大,生产厚板时带钢过塔顶辊时温度较高,ζ相较厚,带钢表面的锌层开裂甚至剥落,锌粒会压入塔顶辊辊面,锌在在冷态时是脆性金属,100~150℃时,变为有延展性金属;超过205℃后,脆性又复现,硬度相对高。塔顶辊与带钢的速度差使这些锌粒沿初始锌层移动,吸引其他锌粒并形成大锌块,最终在带钢表面形成明显的辊印[3]。
塔顶辊印解决措施
擦拭辊面
解决塔顶辊印最有效方法就是更换塔顶辊,但塔顶辊为碳化钨材质,本身造价昂贵。更换周期短,会造成带钢成本较高。产线临时措施主要是对塔顶辊进行打磨或清洗。因锌的化学性质活泼,易与酸反应,经常用酸液对辊面进行擦洗。此方法仅短期有效,如生产>2.5mm厚板,塔顶辊辊面三四天后会再次粘锌导致辊印。
塔顶辊包布
塔顶辊采用包无纺布(见图一)方法可以有效解决塔顶辊印问题。无纺布材质柔软,且厚度为10mm,热传导率差。表面即使粘锌,也不会导致辊印。但因带钢运行过程中因带钢浪形、焊缝月牙等会导致无纺布破损,进而造成带钢边部浪形、跑偏等问题。
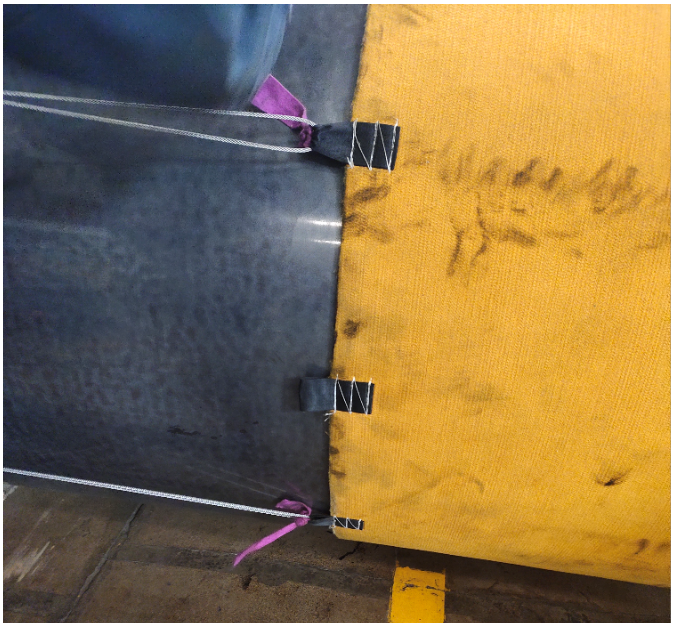

图一 塔顶辊包布 图二 塔顶辊包布磨损导致边浪
镀后风机改造
从理论上讲,解决塔顶辊印最好的办法是降低塔顶辊带钢冷却温度,目前我司镀后冷却共有1个移动风冷和6个固定冷却风机。正常情况下足够保证带钢塔顶冷却温度在250℃以下。但实际塔顶冷却温度经常高于目标值。经多方面分析,发现风机滤网容易堵塞且无法清理,影响空气交换流量,导致塔顶温度经常居高不下。为解决该问题,我司进行一系列改造。将塔顶冷却风机滤网处改造成抽屉式(见图二),方便清理。
改造后厚板塔顶冷却温度比改造前约下降15~20℃,薄板塔顶冷却温度相差不大,受产线TV值提高有关。改造后虽然也出现过塔顶辊印,但塔顶辊印十分稀疏且目视不明显。塔顶带钢冷却温度的降低大大减少了塔顶辊粘锌的几率,减轻了塔顶辊印缺陷,提高了客户对公司产品的认可。
结束语
解决塔顶辊辊印采用包布技术最有效也最直接,但维护费用较高。对塔顶冷却风机滤网形势进行改造,虽然不能从根本消除塔顶辊印,却是单耗成本最低的方法。
参考文献
[1] 李九龄,带钢连续热镀锌[J].冶金工业出版社,2010.
[2] 江海涛 热镀锌机理及质量控制[J].
[3] 许秀飞 带钢热镀锌技术问答[J].化学工业出版社,2010.9.
作者简介:潘勇(1985-),男,籍贯:山东 泰安,学历:本科 ,职称:工程师,研究方向:从事镀锌产品质量管理多年。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号