柳州市隆达丰化工科技有限公司 广西 柳州 545600
摘要:本文简述了硫酸装置各仪表气缸电气阀门定位器在使用中存在的问题并结合多年的使用经验提出存在问题的技术解决方案并加以实施。同时指出该类型定位器在日常维护中所应注意的相关事项,为仪表推护人员在日常检修过程中提供一些参考。
关键词:气缸 电气阀门定位器 国产化
一、概述
在国内化工行业工艺生产中大管道蝶阀开关调节控制,普遍使用双气缸0~90°角行程双输出电气阀门定位器或者电动执行机构作为驱动其阀门的驱动装置。其特点是驱动定位装置结构相对简单,一旦阀门有故障立即能更换易购买的相同备件解决存在问题,恢复工艺正常生产控制。但对于单气缸、单活塞、大行程(150~500mm)的蝶阀来说,国内尚末有如此大行程的直行程定位器,目前许多气缸生产厂家(如广东肇庆方大气动有限公司)尚末有与之相匹配的双输出定位器固定安装模式,均存在买方购回后还需组织技术力量进行技术改造方可实现定位调节控制。因此,如何实现单活塞、长行程、大气缸与双输出电气阀门定位器(0~90°)角行程的安装技术反馈匹配是需要解决的一个问题。下面以本人之前工作单位广西鹿寨化肥有限责任公司硫酸装置阀门为例进行这方面的研究与探讨。
二、气缸在生产运行中存在的问题。
广西鹿寨化肥有限责任公司年产40万吨硫酸装置,为意大利引进技术,其转化及净化大管道上的阀门基本上是蝶阀,共有18台,其执行机构为普通大口径气缸,控制装置为电气阀门定位器,优点是结构轻巧,拆装方便,而且耗气量小。缺点是定位器内部结构复杂,控制回路气路部分气孔微小,由于仪表气源带水比较严重,一旦阀门需要动作,气孔有气体流动,便因仪表气水分含量多而导致恒节流孔堵塞,从而造成控制失效,严重影响了工艺生产。另外,原设备是意大利产品,其控制装置为特殊产品,无国内相同结构产品代换,经过几年的运行,已有不同程度的损坏,而且一旦发生故障,检修耗时非常久,检修技术难度大,已影响了硫酸厂生产工艺的正常操作,严重的话甚至影响到装置的开停车,而且若要购买进口备件其购买周期很长,价格昂贵,从生产效率及节能的角度而言,该类型特殊定位器的使用过程与生产及节能要求很不相符。有必要对其进行国产化技术改造,也就是保持原有气缸不变,控制定位部分用国内通用的双输出电气阀门定位器(如江苏常熟仪表厂生产的ZPD2211型定位器)进行技术改造,以彻底摆脱对进口产品设备的依赖。
技改原理及实施方案
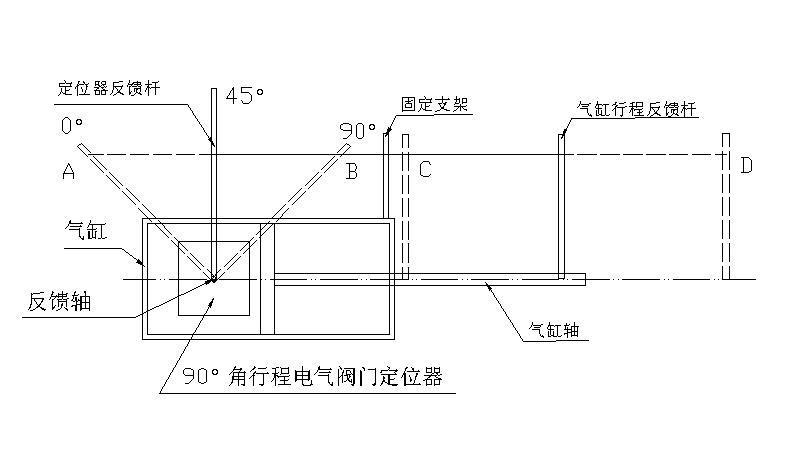
首先我们来了解一下电气阀门定位器的工作原理:基于动态平衡原理,反馈杆反馈阀门的开度位置变化,当输入信号产生的电磁力矩与定位器的反馈系统产生的力矩相等,定位器力平衡系统处于平衡状态,定位器处于稳定状态,此时输入信号与阀位成对应比例关系。当输入信号变化或介质流体作用力等发生变化时,力平衡系统的平衡状态被打破,磁电组件的作用力与因阀杆位置变化引起的反馈回路产生的作用力就处于不平衡状态,由于喷嘴和挡板作用,使定位器气源输出压力发生变化,执行机构气室压力的变化推动执行机构运动,使阀位定位到新的位置,重新与输入信号相对应,达到新的平衡状态。在使用中改变定位器的反馈杆的结构(如凸轮曲线),可以改变调节阀的正、反作用,流量特性等,实现对调节阀性能的提升。按目前国内电气阀门定位器的作用方式分为直行程和角行程两类,直行程的行程范围般为10~140mm,角行程的行程范围为0~90°,目前硫酸厂使用的气缸执行机构,其行程都为100~500mm左右甚至更大,这就存在电气阀门定位器与气缸行程不匹配的问题,导致无法控制阀门气缸进行任意开度控制,而硫酸厂原用的定位器国外产品是通过一个特殊行程变换装置,通过斜坡滑刀反馈杆将气缸大行程转变为小行程(0~30mm),其电气阀门定位器的反馈杆连杆部分也特别,为膜盒式行程转换装置,内有易损件比如齿轮、 胶膜片等,使用寿命短,根据这个原理,利用国内的双输出电气阀门定位器通过一套自制的行程反馈装置进行程变换反馈传递,把不符合、不匹配的定位器长行程转换为满足国内定位器角行程(0~90°),从而实现安装技术匹配,进而实现阀门的开度任意控制,其改造结构示意图如下:
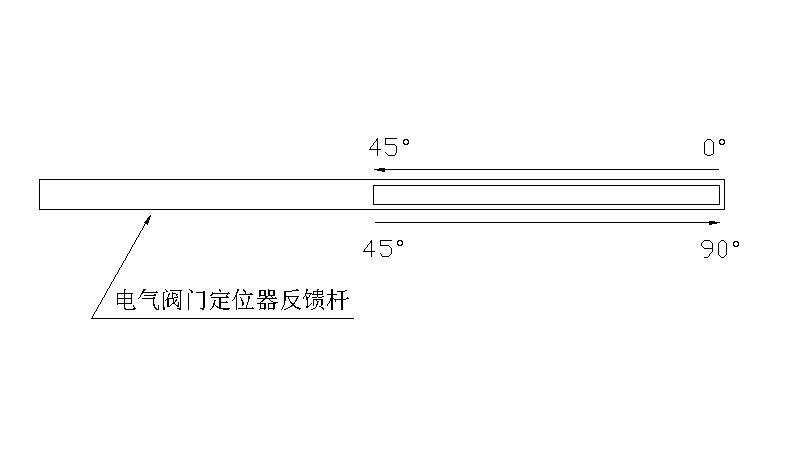
电气阀门定位器反馈杆的运动形式:在做0~90°角行程的运动过程中,同时也做来回直行运动,直线距离在50mm左右(视气缸轴行程而定),其定位器的反馈杆需自制加工,其加工结构图如下:
在任何情况下都要AB=CD,CD为气缸轴运行的长行程。、
、安装及调试
1、①电气阀门定位器反馈杆长度计算:根据上图用等边三角形关系计算得出定位器反馈杆长度=1.1×1/2CD·![]() =0.78CD
=0.78CD![]()
(其中取1.1倍是考虑到反馈杆要有一定的超余量以免运行过程中意外受损)
②、气缸轴反馈杆必须与电气阀门定位器的反馈杆保持在同一平面上。定位器反馈轴与气缸轴也必须保持在同一平面上。
③、任意情况下,都要保证AB=CD,因此要求在气缸头部安装气缸行程反馈杆定位支架,以保证其运行轨迹在同一水平线上。
④、气缸轴的固定必须牢固,根据现场环境腐蚀性气体浓度大的情况,要求所有连接杆及固定部件均采用不锈钢材料。
⑤、在活动连接处加以黄油润滑,并定期检查其润滑程度,保证反馈部件运行畅通。
2、调试方法步骤如下:
① 初始输入信号对准为4mA把零位调节旋扭(ZERO)向顺时针或逆时针方向旋转,并对准气缸在初始零位关状态。定位器反馈角处于0度状态。
②输入0%~100%(4mA~20mA)的电流后确认执行机构是否在全关~全开状态,如果在于20mA处气缸末完全开完,则调整量程旋扭(SPAN)向逆时针方向,若信号末满20mA便开完则把SPAN量程旋纽转向顺时针方向并对准。
③如此反复调整零位及量程,确保阀门在0%、25%、50%、75%、100%信号时应在线性比例对应的开度,(从上图中可推知,在给50%信号时定位器反馈杆应与气缸轴垂直90度)。
④调试结束后拧紧锁定螺丝,紧固信号线,交化工生产投用。
(二)、技改后运行中维护注意事项。
仪表工在日常维护时,要检查反馈部件是否有松动,滑动部分是否运行良好。
定位器信号接线端子必须保证接线稳固,最好配备专用接线卡子,配上防震弹簧垫,以防端子松动信号开路导致阀门意外关闭,重要的控制场合需要加装保卫阀确保控制安全。
检查定位器接线盒密封情况,保证密封良好,以免雨水及现场腐蚀气体进入定位器造成控制短路。
对于大蝶阀大气缸,若发现运行控制中动作缓慢,则要在定位器双输出端加装气源放大器保证瞬时供气量足够大。
电-气阀门定位器的外壳上有一个排气小孔,要保持该孔畅通,否则电-气阀门定位器将停止工作。
为了便于观察电气阀门定位器的工作情况,必须保证气源端以及输出端的两块压力表显示清楚、醒目,否则应及时更换。
电气阀门定位器的气源必须经过净化,保持气源洁净。应定期对空气过滤减压器的储水槽进行清污,否则会使放大器和节流孔堵塞,影响电-气阀门定位器正常工作。气源压力不能太高,一般0.14MPa,如太高,极易损坏放大器膜片。
.电气阀门定位器接受从DCS集散控制系统输出的直流信号后,转换输出20~100kPa气压,控制调节阀的行程,又通过一套反馈系统使行程与信号按比例变化从而保证阀门正确定位。调试时要保证模拟信号和定位器输出气压压力在规定的要求范围内。
总结
本次国产化改造经2007年实施后已投入生产运行10年以上,经过运行跟踪查看,气缸阀门控制效果良好,能够实现生产装置温度调节系统PID的有效调节,完全满足工艺生产需要,而且没有反馈传递易损件,可大大提高其寿命。定位器故障率相比意大利原装产品大为降低,成功实现了进口设备国产化,彻底地摆脱了对进口设备的依赖,去除了定位器备件使用单一及费用昂贵等缺陷,提高了设备的通用性。同时大大地减轻了仪表工的检修工作量。经济效益方面,原意大利电气阀定位器价格在8000元/台左右,整个装置每年维修费用将近4万元,而技改后的国产定位器价格在3000元/台左右,年维修费用不到4000元。同时国产化后定位器结构简单便于维护,实现仪表备件标准化,采购周期从进口设备6周左右缩短为1周左右,可随时购买并且可用在其他装置的调节阀上,综合各方面均产生了良好的效果。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



