( 1.常州中车铁马科技实业有限公司 常州市 江苏省 213125 )
摘 要:制动盘生产线紧螺栓工装螺栓紧固后工装与螺栓尾端咬死,无法脱离,容易造成螺母、防松垫片报废,引发多项设备故障。改进工作主要针对引发的问题,分析工装设计原理,找出问题产生的原因,制定解决措施落实方案,进行现场试验认证,从根本上解决工装故障,避免螺帽报废,降低成本,同时避免引发设备故障,降低设备维护费用,保证生产效率。
关键词:紧固设施改进;自由度控制;防脱落装置;
中图分类号: 文献标识码:
Main Title of Science & Technology Paper
Zhang Hu1,Jiang Yu Feng1,Wang Jia Lin1
(Company1, CRRC Changzhou Tech-Mark Industrial Co.,Ltd. Changzhou,, Jiangsu ,213125, China;)
Abstract:After fastening the bolts,the tooling and bolt tail end of the brake disc production line will bite to death and cannot be separated from each other,which will easily lead to the abandonment of nuts and anti-loose gaskets and cause a number of equipment faults. Introduction mainly aimed at the problems, analysis of equipment design principle , find out the causes of the problem, put forward measures to carry out the plan ,on-site test certification, fundamentally solve the equipment failure, reduce equipment maintenance costs, ensure the production efficiency.
Keywords: Improvement of fastening facilities; Degree of freedom control; Anti -shedding device;

作者简介:
张虎,男,1994年4月、汉族、江苏省盐城市、助理工程师。
制动盘流水线自2008年投入使用,多年来紧固件组装工序频发紧固件组装后M12螺栓与工装发生卡滞,导致盘体与工装无法脱离。每当出现卡滞现象,操作工必须按以下步骤解决问题:
第一步:先用铜棒敲打工装的底座,使制动盘强行脱离。若仍然无法脱离。
第二步:找到卡滞螺栓拆卸对应的螺母,使盘与工装脱离。工作经验所得,至少要拆除两颗卡滞螺母,才能使盘完全脱离。
第三步:更换必换件后,使用套筒固定,拧紧M12螺栓。直至扭矩合格,流转至下工序。
由于尼龙防松螺母为一次性防松材料,每拆卸一次,螺母必须报废。防松垫片因只有1mm的厚度自身强度低拧紧过程后发生挤压变形,拆解后也无法再次使用。(图一所示)。


更换时的拧紧方式为一人弯腰单手用套筒固定螺栓六角头防止转动,另一只手拿起拧紧工具对螺母进行拧紧,整个拧紧过程都在人的不自然状态下进行,操作极为不便。制动盘脱离工装的整个过程,从野蛮脱离至更换必换件需要3分钟,影响整个组装线节拍。
由于发生卡滞的同时电机仍然一直处于牵引状态,每次卡滞油缸下行时所产生的力矩会有相对的传递,每个受到力矩影响的部件都会有不同程度的受损。
1)油缸下压力施加在牛眼和托盘上,造成牛眼损坏和托盘变形。
2)托盘又将油缸下拉的压力演变为阻力传递到大链条,大链条受到强大的压力和电机的牵引力磨损加剧,同时链条导轨也严重磨损。
3)小链条用于连接电机和大链条,承受电机牵引力和大链条的阻力,小链条受双向的拉力后磨损加剧,由于链条小每当承受不了大链条的阻力和电机的牵引力就会发生跳齿或断裂。
4)电机固定框架长时间受主梁上链轮强大的拉力和小链条跳齿时产生的冲击发生断裂,造成框架断裂形成设备故障。
对制动盘紧固设施卡滞现象进行系统分析(图二所示)
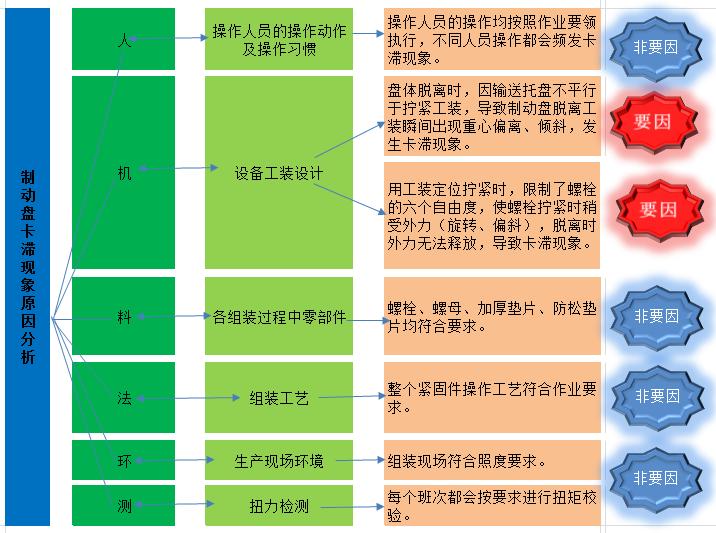

流水线输送托盘不平行与拧紧工装。当发生卡滞后,油缸迫使工装带着盘体下行,导致输送托盘和油缸固定连接板频繁受力变形。
M12螺栓六角头与工装为刚性固定连接。拧紧工装与M12螺栓定位采用线切割内六方微间隙定位,直接限制螺栓六个自由度,定位精度过高。十只M12螺栓在拧紧工装定位拧紧时受力发生位移(旋转、偏斜),因自由度受到限制脱离时外力无法释放导致卡滞现象的发生。这种定位结构,属于刚性连接。
经过频繁强制脱离,固定工装、油缸固定连接板和输送托盘都发生变形。使
这些设备零件和工装提前进入疲劳期,加剧了工装的更换频次,工装类零件每3个月就需更换一次,输送托盘经常需要校平后才能使用(图三所示)。

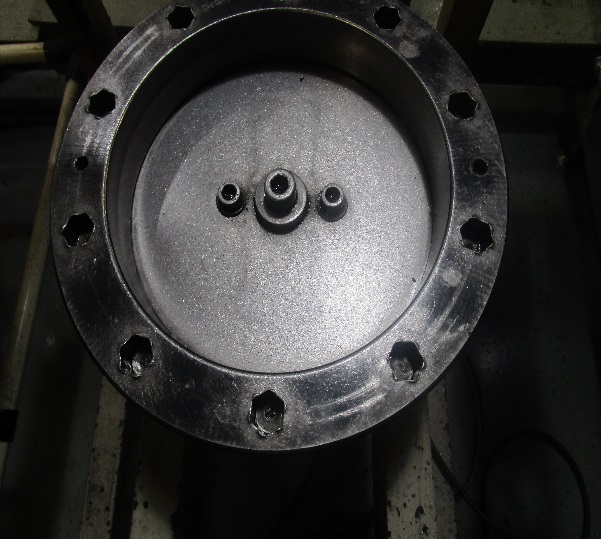



图三、工装及油缸固定地板变形
将油缸固定连接板由点支撑改为面支撑,并将固定连接板厚度由的12mm增加至20mm加强连接板强度。保证油缸与工装的垂直度。
将托盘牛眼有4只加固至8只,增加接触受力点,降低牛眼载荷避免因超载荷引起的的牛眼变形,保证牛眼的等高。
将原工装由线切割内六方微间隙定位改为现多组件多间隙的组合体。经过改进、验证、不足处优化最终改造完成,通过间隙释放了螺栓自由度形成柔性固定连接改进,(图四所示)。
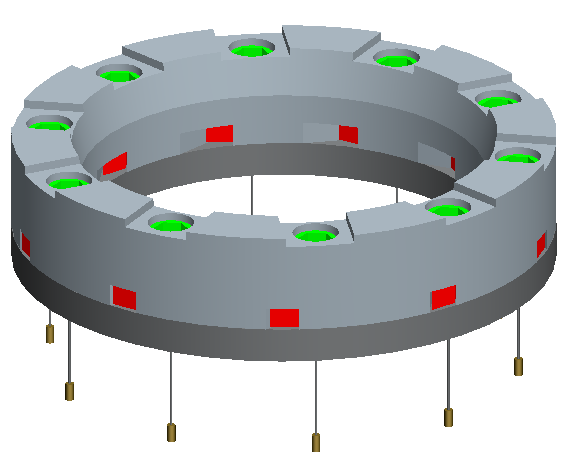

图四、改进后整体效果图
拧紧工装改进后组成(图五所示):
序号 | 零件号 | 名称 | 数量 | 备注 |
1 | Zdp-njgz-01 | 拧紧工装基体 | 1 | |
2 | CR-V 13309 | 18mm套筒 | 10 | |
3 | Zdp-njgz-02 | T型件 | 10 | |
4 | Zdp-njgz-03 | 拧紧工装底板 | 1 | |
5 | Zdp-njgz-04 | 垫片A | 10 | |
6 | Zdp-njgz-05 | 拉锁 | 10 | |
7 | Zdp-njgz-06 | 垫片B | 10 | |
图五、改进后组成图
释放螺栓定位自由度,形成柔性固定连接。工装基体与套筒外径和T型件组装后周边都留有1mm的间隙,制动盘毂轴端外径与工装基体接触部位留有0.5mm间隙,充分利用两部分的间隙差,来释放M12螺栓对于拧紧工装的定位游隙,间接释放了螺栓对于工装定位的4个方向的自由度,达到控制所需的2个自由度释放影响拧紧卡滞的4个自由度的目的。通过螺栓定位自由度的释放形成螺栓与工装的柔性连接。
M12螺栓从工装中脱开的优势(双重脱离)。拧紧工装选用套筒为标准件,整个套筒的六方都经过防卡滞圆润处理,减少与螺栓六角头的接触面积,降低螺栓脱离时产生的阻力。考虑因螺栓与套筒为面接触,可能会导致脱离时卡滞,整个工装在设计时又增加套筒和T型件的可脱离结构。使整个工装脱离结构增加至两处,螺栓脱离工作更为可靠。
套筒脱离T型件后的复位设计。设计了套筒在脱开T型件时,套筒在拧紧基圈中有整个套筒80%的导向距离。当工装套筒随着制动盘脱离工装时,套筒脱离T型件瞬间,套筒在重力作用下利用拧紧基圈导向设计快速恢复至原位。
1):为保证套筒和基体的组合间,隙基体中基圈的孔径较大,与加厚垫片直径很接近,造成螺栓穿入盘体的过程中发生加厚垫片倾斜在基圈中导致螺栓发生侧斜。
2):自由度释放后组装过程中盘体会有一定的偏移,偏移后盘体毂外圆与工装基体内院有接触摩擦,脱离时有产生卡滞因素的可能。
3):套筒脱离T型件有套筒跟随螺栓脱离工装基体。
1):消除制动盘M12螺栓受外力歪斜影响卡滞。设计了拧紧工装基圈上平面与制动盘加厚垫片接触位置下沉方案,使加厚垫片悬浮与拧紧工装和制动盘间,免受外力影响。在消除制动盘加厚垫片在穿入盘体时的倾斜造成螺栓歪斜,避免引起卡滞因素。
2):减少毂轴端外柱面与拧紧工装接触面积。控制制动盘毂轴端外径与拧紧工装基体内孔的间隙,使间隙控制在0.5mm以内,定位同轴度高。并在工装基体内孔加工30°的导向斜面,使制动盘进入工装更为顺畅。并通过导向斜面的设计,控制了拧紧工装基体与制动盘毂轴端外径的有效定位长度在3mm以内,尽可能的减少工装基体与毂轴端外径的接触面积,消除卡滞因素。
3):设计套筒防脱拉锁,100%杜绝工装运行失误。为防止套筒极端时跟着制动盘一起脱离工装,又在整个拧紧工装上给套筒加上防脱拉锁,完全保证了套筒无法脱离工装,即便发生位移,也可在短时间内简单方便的恢复拧紧工装功能。
工装先后进行了气动扳手65N.m和拧紧机100N.m的紧固力运用验证,经过两个月的验证没有发生过一起卡滞现象,脱离顺畅,套筒复位可靠。经过工艺和质量工程师的认证,工装的使用对生产技术要求及质量要求无不良影响,判定此次工装改进成功。
[1] 闫邦椿.机械设计手册(第六版)[M]. 北京: 机械工业出版社, 2018:785-792.
[2] 徐茂功.公差配合与技术测量(第二版)[M]. 机械工业出版社,2014: 305-382.
[3] 魏兵.实用紧固件手册(第三版)[M]. 机械工业出版社,2018: 118-156.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



