河南平煤神马首山化工科技有限公司
摘要:随着我国化工产业的快速发挥,粗苯精制行业发展水平不断提高,粗苯精制工艺流程不断优化,技术愈发完善,人们对粗苯精制工艺的环保性要求也在不断提高,如何将粗苯精制工艺过程中产生的废酸进行再生利用,提升资源利用率的同时减少粗苯精制排放物,提升工艺环保性能,是当下需要思考的重点问题。本文立足传统粗苯精制工艺流程,对粗苯精制中的废酸再利用处理实践进行研究,最后进一步提出了具有一定环保性能、能够有效改善废酸问题的粗苯精制工艺发展新趋势,以期为同行业技术人员的粗苯精制工艺优化提供可参考资料。
关键词:粗苯精制;废酸再生利用;生产技术
结合焦化化工企业实际情况,可以发现,在粗苯精制工艺运行过程中,会产生大量的废硫酸,这是由于粗苯精制工艺中的萃取工艺、萃取剂行知导致的。为了提升粗苯精制工艺环保性,解决大量废酸问题,工作人员提出了“废酸再利用”的理念,通过一系列的容易调整将工艺运行所产生的废酸进行转化再生,通过工业性试验获取再生废酸,进一步提升了粗苯精制资源利用率,获取良好效果,强化粗苯精制的社会效益、经济效益与环保效益,同时也在侧面迎合了粗苯精制工艺的环保性优化趋势,为实现粗苯精制工艺的持续性优化提供有效思路[1]。
粗苯精制工艺概述
粗苯精制就是指将粗苯通过一定的容易方法进行精制处理,获得甲苯、二甲苯、苯等多种产品。由于粗苯中的苯、甲苯等成分之间的沸点温度差较大,可以使用工艺方法进行分离,而一些不饱和化合物与苯类产品的沸点温度值相近,温度差较小,无法使用精馏的方法将其分离,需要使用化学方法分离。根据粗苯精制工艺发展情况,粗苯精制工艺方法可以分为:(1)酸洗发;(2)加氢法;而加氢法又可以分为高温加氢法、低温加氢法。
根据我国焦化工产业发展实际情况,我国每年的焦炭产量已经达到.36亿吨,而粗苯精制加工能力仅为65万吨,其中44万吨采用加氢法进行处理,其余均采用酸洗发处理,虽然加氢法能够有效实现粗苯精制的环保化、可持续化发展,但是酸洗发作为其传统工艺,仍然具有一定优势,若能够对其所产生的大量废酸进行再生处理,解决废酸排放问题,改善粗苯精制酸洗发的环境危害,则能够进一步推进粗苯精制工艺的发展[2]。
粗苯精制废酸再生利用的生产实践方法
(一)优化基础废酸处理工艺
根据目前粗苯精制工艺及其废酸处理方法分析,发现大部分的焦化化工企业都是将废酸作为处理原料,之后经过泡沫分离——聚合——破乳——气浮除油等流程,形成废酸处理工业性装置,进行工业化处理,促使废酸能够被分离出来再利用。根据这一废酸再生处理工艺流程进行优化(如图一),工作人员结合粗苯精制酸洗技术实施所得废酸,将其投入到酸焦油静止分离器中,经过分离之后,废酸会进入带有填料的泡沫分离池中,借助压缩空气向微泡分布器进行推送,对具有较大悬浮力的酸焦油加热聚合;在实现泡沫分离之后,可以向泡沫分离器中加入冷水,间接冷却废酸,将冷却之后的废酸中的酸焦油渣分离出来,推送废酸进入气浮破乳装置。通过这种方法,促使废酸中的杂质被焦油粘附,之后上浮到液体槽表面,聚合在一起,形成一定量之后被捞起;被分离之后的废酸混合液能够达到废酸综合利用产品标准,被送入硫铵母液装置中备用,进一步解决了粗苯精制废酸问题[3]。
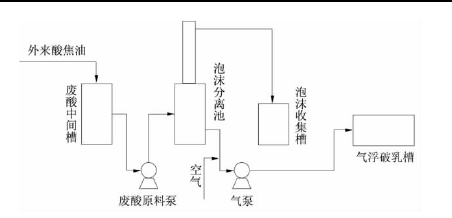
图一 优化之后的废酸处理流程
脱除废酸焦油
根据上述优化之后的废酸处理工艺可以发现,在废酸的再生利用处理过程中,废酸混合液中的酸焦油可以分为两种,一种是能够通过静止分离的酸焦油;另一种是无法通过静止处理分离开来的乳化酸焦油,如何去除这种乳化酸焦油,是需要研究的问题。根据粗苯精制工艺、废酸再生处理容易进行试验,将废酸混合液中投入废酸处理剂,之后废酸混合液进行加温,温度在130℃左右,促使其中的不饱和化合物发生反应,生成颗粒状物质、粉状固体聚合物;之后降低温度,控制温度在45℃左右,通过过滤的犯法将粒状物体分离出来。之后,在经过第一次分离处理的废酸混合液中加入硫铵母液,增加混合液中的废酸比重,借助混合液中铵盐对乳化废酸的电荷屏蔽作用,实现破乳目标,对乳化焦油进行脱除[4]。
脱除废酸混合液中的表面活性剂
根据对优化之后的废酸再生处理过程进行分析,发现工作人员采用泡沫分离的方法进行处理,促使溶液内的表面活性物质聚集在一起,形成气液界面,将混合液中的泡沫与液相分离,将泡沫内的表面活性物质进行分离,实现对混合液本体的净化。对泡沫分离气浮工艺进行工业性试验,工作人员借助溶气泵气浮法操作,在泵的入口处将空气与水一起送入泵壳之内,通过高速转动方法将空气切割成小气泡,让小气泡在泵内溶解于水中,形成溶气水,进入气浮池。一般情况下,溶气泵所产生的气泡规格在20μm-40μm之间,空气最大溶解度能够达到100%,溶气水中的含气量最高能够达到30%。
优化粗苯精制废酸再生利用的其他方法
经过一系列的粗苯精制工艺废酸再生处理之后,粗苯精制工艺效率大大提升,精苯外排水排放水平大幅度提升,其社会效益与环境效益良好。结合目前的焦化化工厂粗苯精制工艺实际情况,仅有一部分工艺方法为传统酸洗方法,更多的是使用优化之后的工艺流程。为了进一步提升本次研究的实际效益,实现改善废酸排放的目的,还可以从萃取环节入手进行优化的研究,就是利用不同物质在同一物质中的溶解度差异,通过调整萃取机的方法对溶液中的物质进行分离,使用1-二氧化物作为萃取剂,调解溶液中的酸碱平衡,促使溶液内部产生化学反应;之后工艺中使用乙酸钾,充分发挥萃取剂在工艺运行中的作用,有效减慢酸碱度降低速度,同时改善粗苯精制工艺运行过程中所产生的废酸问题[5]。
结语:
综上所述,在现代社会快速发展的过程中,焦化化工产业快速发展,对粗苯精制工艺的要求也在不断提升。在本次的粗苯精制废酸再利用研究中,工作人员提出的“废酸再利用”能够有效解决传统粗苯精制工艺产生的大量废酸问题,在极大程度上提升了工艺的环保性、节能性。在这一研究中,也可以发现,粗苯精制工艺之所以会产生废酸,是由于其萃取工艺、萃取剂限制。因此,在今后的粗苯精制工艺优化过程中,工作人员不仅可以提升废酸利用水平,还可以从“废酸产生”的角度入手,积极探索萃取剂与萃取工艺的优化之路,变相实现“废酸再利用”这一理念的环保目标,为粗苯机制的可持续发展提供助力。
参考文献:
[1]李亚芳.分析粗苯加氢精制工艺的改造实践[J].石化技术,2020,27(08):178-179.
[2]皇甫瑞娟.粗苯加氢精制工艺质量分析[J].山东化工,2019,48(22):113-114+116.
[3]李崇,周俊,刘瑶,周志茂.我国废硫酸产生及综合利用现状[J].过程工程学报,2018,18(S1):24-34.
[4]金庆波, 废酸再生处理系统的开发利用. 天津市,天津冶金集团中兴盛达钢业有限公司,2015-11-10.
[5]刘新,粟莲芳,张心芝.粗苯精制废酸再生利用的生产实践[J].河南冶金,2011,19(03):30-31.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



