河钢邯钢冷轧厂 河北 邯郸 056002
摘要:针对热轧酸洗板SAPH440在冲压成形过程中出现的翻边开裂现象,对材料化学成分、力学性能、断口形貌和扩孔率进行了试验分析。结果表明,落料冲裁边部撕裂带占比过大会降低材料扩孔率,翻边成形时裂纹容易在拉应力作用下扩展,导致零件发生开裂。通过化学成分和生产工艺优化,细化了晶粒,获得均匀的多边形铁素体组织,提高了材料屈强比和伸长率,零件开裂率由100%降低至9%。零件冲压成形仿真分析结果与实际冲压一致,通过优化坯料尺寸、降低翻边开裂区翻边高度,可有效改善撕裂带对翻边工序带来的不利影响,零件冲压合格率为100%。
关键词:热轧酸洗;翻边开裂;SAPH440;扩孔率
随着热轧轧制技术的发展和薄规格热轧板卷质量的提升,钢板“以热代冷”已成为汽车行业降低成本的途径之一[1]。热轧酸洗产品SAPH440是抗拉强度为440MPa级的汽车结构钢板,具有制造成本低、表面质量高及良好的强度和塑性配合等优点,被广泛应用于汽车底盘零件及汽车加强板、支架等结构件[2]。热轧酸洗板在应用于一些具有内孔或外缘翻边成形工艺的冲压件时,经常会在制件边部发生开裂现象,制约了热轧酸洗材料在汽车上的应用。目前,高强钢翻边开裂研究主要集中在冷轧双相钢两相硬度差及剪切边质量等方面。通过优化坯料形状,减少翻边量,降低了零件翻边成形边部开裂风险。曹晓恩等[11]研究表明细化晶粒、改善带状组织和马氏体分布均匀性,有利于冲压过程中材料的均匀变形,减少缩颈和隐裂的发生。
1、零件开裂概况及材质特征
1.1零件冲压成形
某轿车安装支架零件采用2.0mm厚的热轧酸洗汽车结构钢SAPH440冲压制备,零件宏观照片如图1a所示。该零件通过4个工序进行冲压成形,分别为落料、翻边、剖切、冲孔整形。零件开裂发生在翻边工序,开裂位于零件边缘处,板料边部可见微裂纹,如图1b所示。采用两批次板料分别进行零件冲压试制,两批次板料的开裂率存在较大差异,第1批次板料冲压开裂率为100%,第2批次板料经过成分和生产工艺综合优化,冲压开裂率降低为9%。
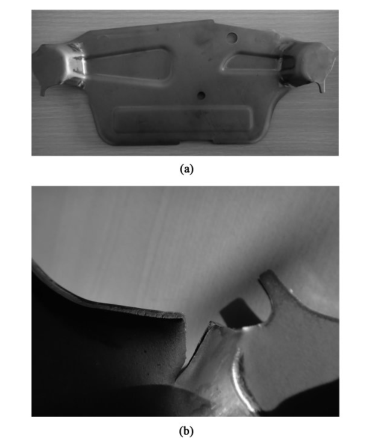
图1冲压零件形貌
(a)宏观形貌(b)断口形貌
1.2材质特征分析
对两批次板料分别进行化学成分分析,检测结果如表1所示。由表1可知,两批次板料的各元素均控制在标准要求范围内,但第1批次板料的Mn元素含量高于第2批次材料。Mn元素是汽车结构用钢中的重要元素,主要起细化晶粒的作用,并能提高产品强度、增加韧性,也可抑制S元素引起的钢板热脆性,但Mn元素与S元素形成的MnS夹杂物和带状组织对钢板的成形性具有不利作用。第2批次板料添加了Nb元素,Nb作为一种重要的微合金元素,可以形成细小的碳化物和氮化物,抑制奥氏体晶粒的长大。Nb元素在轧制过程中可以提高材料的再结晶温度,抑制奥氏体的再结晶,最终通过晶粒细化和析出强化影响强度和韧性。
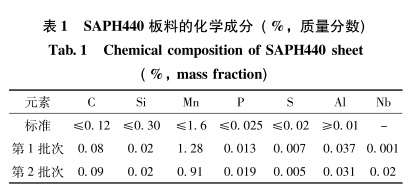
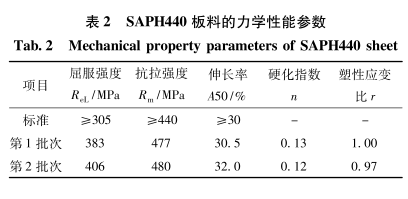
翻边开裂与变形区材料所能承受的拉伸变形极限能力有关,为更好地分析零件开裂原因,对两批次板料进行单向拉伸力学性能测试。试样检测标准采用GB/T228.1—2010[12],标距为50mm,采用纵向试样,检测结果如表2所示。测试结果表明,两批次板料的力学性能均在标准要求范围内,两者的抗拉强度相差不大,但开裂率为100%的第1批次板料的屈服强度比第2批次板料低约20MPa,断后伸长率也略低于第2批次板料。在C-Mn钢中,软硬相的强度差是影响材料扩孔率的因素之一,通过降低软硬相强度差、提高屈强比能增大材料扩孔率,从而对具有扩孔和翻边要求的成形过程较为有利[13]。同时断后伸长率越高,变形区域所能承受的塑性变形能力越大,因此,第2批次板料的开裂率显著低于第1批次板料。
2、开裂原因分析
2.1冲裁断面分析
板料在冲压前要先经过落料工序,冲裁边部状态对材料翻边成形极限有较大的影响。对两种板料在相同的落料模具上进行落料,采用扫描电镜对两
批次材料的冲裁断口进行观察。图2为两批次材料落料断口形貌,从图中可知,断面呈现不同的颜色,主要由塌陷区、光亮带和撕裂带3个部分组成。塌陷区是冲裁过程中刃口压入材料时,刃口附近材料产生弯曲与伸长变形的结果。光亮带是材料在剪切过程中模具将毛坯局部压平而形成的光亮且垂直的断面,在扫描电镜下呈现深灰色。撕裂带是刃口处的微裂纹在拉应力的作用下快速扩展而形成的撕裂面,撕裂带呈现灰色。
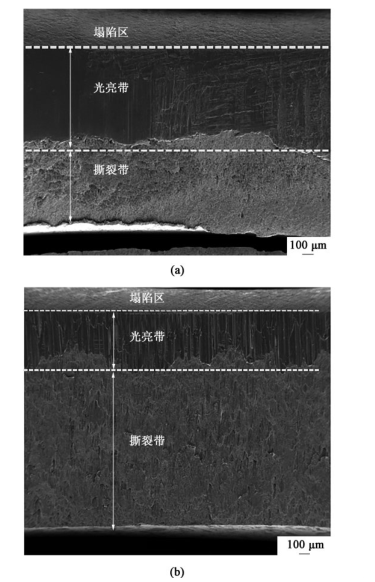
图2落料断口微观形貌
(a)第1批次(b)第2批次
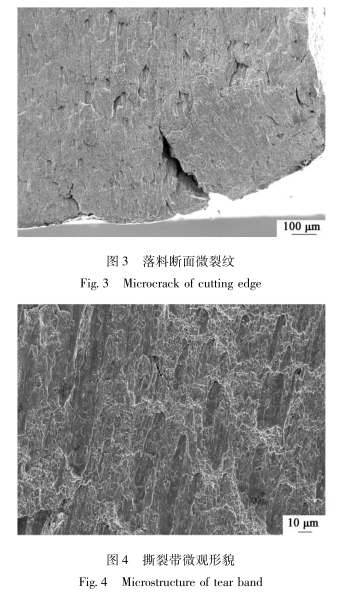
通常,冲裁断面除塌陷区、光亮带和撕裂带外,还可能出现由于冲裁间隙设置不合理造成的毛刺问题。两批次板料均未观察到明显的毛刺,说明冲裁模具和间隙设置均在合理范围内。然而,两批次材料的落料断口形貌存在较大差异,第1批次材料的光亮带占比明显小于第2批次材料,撕裂带显著大于第2批次材料,这与材料的显微组织和力学性能有较大关系。由于该零件开裂部位属于伸长类翻边成形,翻边量较大,翻边区域圆角曲率半径小,且撕裂带位于翻边圆角外侧。该类成形板料外侧受拉应力作用,内侧受压应力作用。图3为第1批次板料经冲裁落料后边部微观形貌,从图中可以看出,撕裂带外侧存在明显的微裂纹,而第2批次板料边部未出现微裂纹。在翻边成形过程中,微裂纹在拉应力作用下成为开裂源。图4为第二批次板料撕裂带微观形貌,断口呈现明显的解理面,说明断口属于脆性断裂。板料边部的开裂源在撕裂区扩展,并迅速贯穿整个剪切面后在材料内部进一步扩散,从而造成零件边部开裂。
2.2扩孔试验
扩孔试验中凸模外侧材料受切向拉应力作用,与板料翻边成形受力状态一致,通常用于评价材料在汽车行业,不断的轻量化是以后发展的需求,而这项需求正是激光焊接技术得以广泛应用的原因。这项技术对于车身的制造与冷冲压相比有着诸多优点。冷冲压技术对制造零部件一般有两种形式。一种是分离成形,这种形式可以选择不同材质厚度的材料进行加工,但是也需要大量模具和相关设备的辅助才能运行,因此生产成本大幅提高。另一种形式是整体成形的方式。这样方式可以极大地降低生产成本,减少投入的设备工序,但必须是相同材质和厚度的材料才能够运行,局限性大。相比于冷冲压技术,激光拼焊技术在简化制作工艺的同时还优化了制件重量。由于在制造过程中不会再需要一些加强板的投入,因此也可以提高装配件的耐腐蚀性。激光拼焊技术将不同的钢种、厚度的材料组合在一起,可在很大程度上满足汽车制造的需求。
与传统的自动冲压生产线相比,新的冲压技术具有生产速度快,集成度高的特点,激光检测技术实现了工件尺寸,形状,颜色和其他特性的自动判断和识别。激光技术应用范围及应用领域一般而言也较为广泛,能够适应在多种不同的场合中,也是实现汽车工业自动化生产的关键技术之一,汽车工业也是强调经济效益,而提高经济效益,需要从降低汽车工业生产的成本和提高企业的经济效益方面着手,采用激光下料技术能够提高汽车工业生产的效率,进而提高汽车工业的整体经济效益。
3、结语
汽车冲压技术是汽车生产中的重要技术之一,本文介绍了汽车制造中的主要冲压技术,并与汽车传统冲压技术相比,采用新的冲压工艺技术能够明显提高汽车工业的生产效率,提高汽车制造企业的经济效益,未来新型冲压技术在汽车工业中的应用将变得更加广泛。
参考文献
[1]章爽滨,邢维光,龙福贵.汽车冲压新技术与传统冲压技术对比[J].模具制造,2017(6)
[2]鲁晓南,郑德荣.现代汽车车身冲压成形新技术[J].锻压装备与制造技术,2018(4)
[3]徐虹,张眸睿,谷诤巍,等.热冲压成形中的先进加热技术及设备[J].锻压技术,2017(12)
[4]高云凯,高大威,于海燕,等.汽车用高强度钢热成形技术[J].汽车技术,2018,08

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



