江苏华电扬州发电有限公司,江苏 扬州 225002
摘要:本文主要通过某1000MW超超临界机组过热器减温水调节阀在运行过程中,出现阀门泄漏、卡涩、无法开关的情况。针对这些问题,本文对造成调节阀泄漏、卡涩的原因进行分析,结合电厂实际检修情况对该类问题展开详细分析探讨,确认该调节阀泄漏、卡涩的主要原因,通过对该阀的检修,消除了该阀泄漏、卡涩无法开关的情况。保证了系统汽温的稳定调节,为机组的稳定运行提供了可靠的保证。
关键词:电动调节阀;故障;分析;处理
某发电厂#1机组是一台1000MW超超临界燃煤直流锅炉发电机组,锅炉型号为DG3024/28.35-Ⅱ1。机组于2013年投产。过热器减温水调节阀是调整减温水流量大小起到对锅炉过热器系统蒸汽温度的控制阀,该阀门连接方式为焊接,驱动方式为电动。型号为ASNI2500.SPL;WC9:通径为1.5″。该型号阀门为平衡笼式调节阀。在机组运行过程中,阀门出现填料涵泄漏,过热器系统温度在调节阀关闭状态下汽温仍然下降,阀门在运行时出现卡涩,导致电动执行器力矩保护动作无法开关的情况。严重影响了机组的运行经济性以及安全性。本文通过对造成调节阀泄漏、卡涩的一般原因结合该阀门运行工况的分析,找到了造成阀门泄漏、卡涩的原因,提出了相应解决方案。
1电动调节阀卡涩的可能原因
电动调节阀卡涩是机组运行过程中的一种较易出现的故障。故障原因多种多样,可能会有多种故障原因同时出现,一般可以从电动执行器和阀体内部两方面来查找原因。
1.1电动执行器问题
1)执行器在运行过程中,蜗轮蜗杆由于过载或质量问题造成损坏。
2)执行器控制系统由于高温,出现故障。
3)推力器出现故障。
1.2阀体内部问题
1)阀门内有铁锈、焊渣、污物等造成阀塞与笼套卡涩。
2)由于安装或组合不当造成各种应力。例如,高温介质产生热应力,安装时紧固力不平衡造成应力等。应力的不平衡作用在调节阀上,导向支架变形、偏斜,使调节阀阀杆弯曲。阀杆材质不对或加工质量(热处理工艺)不良造成弯曲形成卡涩。
3)填料安装过紧,填料压盖变形,填料压盖材质不对,无法承受高温、高压,受填料挤压变形,抱死阀杆,形成卡涩 。
2电动调节阀泄漏的可能原因
电动调节阀泄漏主要有内漏和外漏两种情况,内漏表现为阀门在关闭状态下仍然有流体经过无法完全断流,造成系统内的温度,压力的变化。外漏表现为阀门在运行过程中有介质泄漏至阀体外部,造成介质损失、设备损坏、人员伤亡事故。泄漏的原因多种多样,分别由内漏和外漏的情况进行分析造成的原因。
2.1造成内漏的原因
1)阀芯、阀座各部件密封面损坏。
2)阀门内有铁锈、焊渣、污物等造成无法关闭,形成泄漏
3)执行器启闭力矩不足,执行器损坏。
2.2造成外漏的原因
1)填料压盖紧力不足,长期运行填料磨损、老化,阀杆弯曲、变形受损造成填料涵泄漏。
2)由于安装不当造成法兰结合面泄漏。
3)阀门制造缺陷,安装时焊接缺陷,造成外漏
4)高压差下工作的调节阀长周期使用后会造成出现阀体被冲蚀损坏,造成外漏
3过热器减温水调节阀故障情况及检查
3.1电动执行器及传动装置检查检修
2020年7 月 13 日运行报修#1过热器A侧一减调节阀卡涩,关闭至13%无法动作,联系热控对电动执行器进行检查,发现执行器力矩开关动作故障,手动开关阀门用力很大,手动开关全行程,紧力没有出现突兀的变化,怀疑推力器有问题,更换推力器,装复后调试正常。
3.2阀门解体检查
2020年9月#1机组停炉消缺,由于运行过程中A、B侧一级、二级过热器减温水调节阀出现内漏情况,对上述阀门进行解体检查、检修。解体检查发现笼套,结垢严重,笼套流孔出现堵塞情况。阀芯、阀座有结垢,A侧二级调门笼套开裂,阀芯密封环变形。(见图一)。


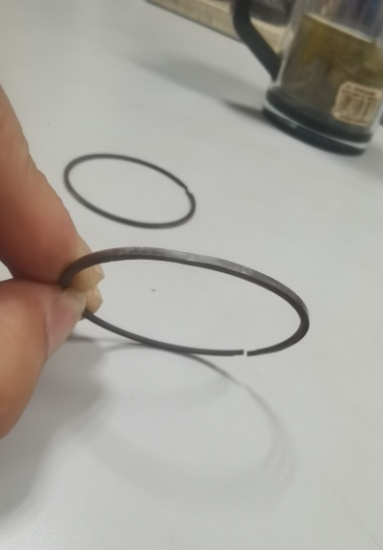
图一笼套开裂、结垢,阀芯密封环变形情况
3故障原因分析
3.1调节阀内漏原因分析
阀门解体情况表明阀芯、阀座结垢造成密封面失效,阀芯密封环由于在启闭过程中与笼套上形成的垢及杂质冲撞变形、由于变形、积垢密封环卡死于环槽内无法活动,造成密封环失效。这两点是造成阀门内漏的主要原因。这两部分密封面的失效都是由于结垢造成的(见图二)。
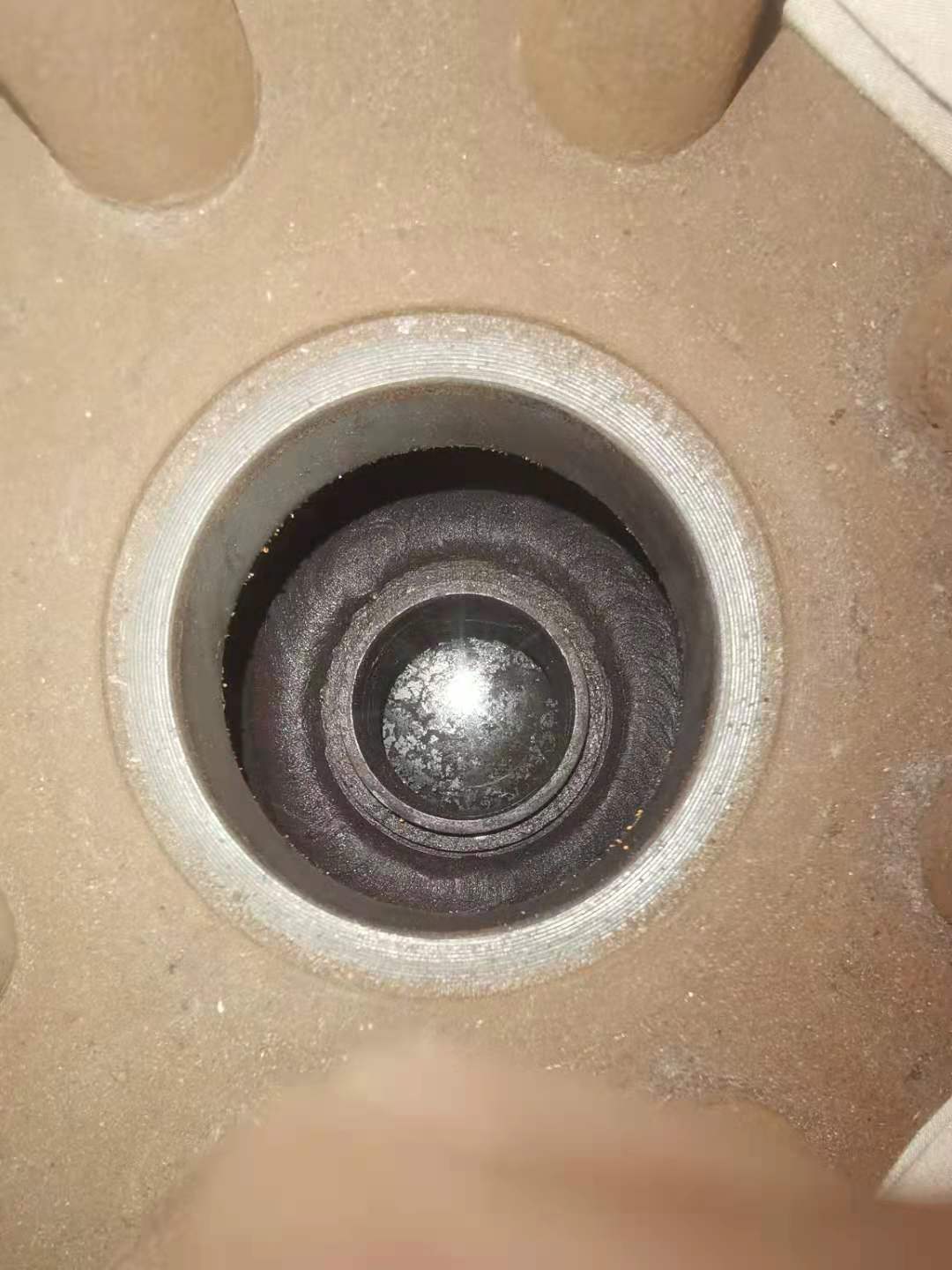

图二阀芯、阀座密封面结垢情况
3.2调节阀卡涩原因分析
阀门解体后,阀芯与笼套同时被取出,阀芯在笼套内不能自由滑动,阻力很大,阀芯与笼套间间隙,基本被结垢填塞。需用铜棒敲出,据此现象分析,由于结垢原因造成阀芯卡涩,运行使用过程中增加了推力器的负载,造成推力器内的平面轴承、传动杆螺母损坏,引起卡涩,无法启闭阀门。
3.3调节阀结垢原因分析
阀门解体后,清理结垢时,结垢物质松散,不坚硬,进行取样化验分析为减温水中杂质形成的物质,该型(平衡笼式)调节阀,通流孔为直通,孔径较大,长期小开度工况下运行,造成介质流速慢,形成堆积。还由于流体介质不够洁净,会出现流体介质结晶,造成堵塞、卡阻的情况。 ,
3.4诊断结论
通过以上的检查和分析,可以判断引起阀门内漏和卡涩的根本原因,是由于阀门内各部件结垢造成的。由于阀芯与笼套结垢卡阻,造成推力器损坏,阀门无法启闭。
4故障处理及建议
4.1阀门卡涩、内漏的处理方法
对笼套上的裂纹进行焊补后车削加工,清理阀芯、笼套上的结垢,使阀芯与笼套之间间隙达到原有标准。疏通流孔,消除堵塞,恢复原有流量线性关系。更换变形的密封环。对推力器进行解体检查更换轴承,对传动杆螺母,磨损严重的进行更换,在轴承、传动杆加好耐高温润滑脂。将阀芯送修,密封面确保与阀芯、阀杆同心度,阀座密封面加工磨具进行研磨,阀芯、阀座密封面可通过压红丹或600目研磨砂对磨检查密封面情况。


图三处理后的笼套、阀芯
4.2消除调节阀结垢的建议
(1)提升减温水水质:由于机组多年运行,管道内会残存各类杂质,铁屑、焊渣等等,及使水处理符合标准,经过管道的输送也会降低水质的洁净程度。建议在大修时对管道进行酸洗。以提高减温水的洁净度。
(2)更换改型过热器减温水调节阀:由于该型(平衡笼式)调节阀在使用过程中易结晶,造成堵塞、卡阻。可更换为迷宫型笼套的调节阀,通过减小通流孔径,增大流量、流速,消除介质结晶的情况出现。
(3)通过解体阀门对结垢进行清理,对四只该型阀门分时段进行解体检查,每运行6-8个月进行一次解体清理,结垢情况不会造成阀门卡涩、泄漏。
4.3实际运行效果
利用调停、小修机会解体检修了过热器减温水调节阀。开机运行后,阀门启闭正常,关闭严密,调节情况良好,提高了机组投运的可靠性、经济性,有效保障机组的安全稳定运行。
5结束语
过热器一减、二减调节阀出现了无法关闭卡涩的情况,严重影响了机组的运行经济性以及安全性。本文通过对调节阀卡涩、泄漏的原因进行了深刻分析,找出了阀门卡涩、泄漏的主要原因是,由于阀芯、笼套结垢造成阀门启闭阻力增大,引起推力器传动螺母磨损至损坏失效,推力器轴承损坏造成卡涩。为解决这一问题,本文采用解体检修的方法。处理了卡涩与泄漏的情况。由于消除结垢形成的两种方法,1.更换改型阀门,改造成本大。2.改善减温水水质,管道酸洗受到条件限制。为了保证阀门能够正常使用,对该阀门进行定期解体清理,消除结垢情况。实际运行结果表明,得到了较好的效果,有效保障了机组运行的稳定性和经济性。同时,今后在阀门检修时,应彻查引起缺陷的原因,不能哪里坏就修哪里,从根源上解决问题。
参考文献:
[1]张汉林,张清双,胡远银.阀门手册—使用与维修[J].化学工业.2013.
[2]韩笑.锅炉阀门检修的技术要点研究[J].科技创业家.2013.
[3]吴伟.蒸汽阀门维修策略探讨[J].维普.2006.
[4]电站阀门维修及绿色再制造[J].中国设备工程.2007.
作者简介:吴建宁(1971-),男,江苏扬州人,大专,管阀技师,长期从事锅炉管道、阀门检修安装工作

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



