610602199102283639
摘要:加工余量不多的内孔和外圆时,通常要进行划线,特别是气割过的工件。划线的目的主要是:①分配加工余量。②找出上个工序的废品。常规的划线是垫实工件内孔,找到中心再进行划线,由于工件内孔尺寸相差较大并且不规整,就会造成操作繁琐、生产效率不高。
1设计机械金属零件的要求。
强度:设计出的机械金属零件必须保证要有一定的强度,强度是设计机械金属零件的重中之重,是机器质量的有效保障。机器在进行作业时,机械金属零件负荷时,要保证机械金属零件不能发生任何形变、断裂。所以首先在材料的取用上,就应该找一些强度高的。刚度:机器在进行作业时,零件负荷时抵抗弹性变形的能力。
2可微调划针的制作
可微调划针底座1采用优质45#钢加工,粗、精铣底座侧边四面,底座上、下面上磨床加工平整,按图纸尺寸开槽,保证与可微调支架6滑动自由。在可微调划针底座1侧边钻孔,用于安装可微调支架6定位销;可微调划针底座1前面钻孔、攻牙,保证与微调支架顶柱间隙配合并滑动自由,最后加工可微调划针底座1上面四条边倒角。可微调支架采用优质45#钢板,线切割加工外轮廓前上磨床半精加工上、下两面平整留余量0.2mm,钻销钉孔、划针导柱锁紧螺钉孔,上端面钻孔攻牙M6,保证与可微调螺钉2配合,焠火热处理,上磨床加工两侧面至尺寸要求。划针导柱接头7,划针导柱锁紧螺母5,划针导柱锁紧螺钉4采用优质45#钢按图加工而成。划针导柱锁紧螺母5,表面滚花深度不低于0.3mm。划针导柱接头7与划针导柱锁紧螺钉4为间隙配合。保证能夹紧划针导柱孔14的孔位置公差,划针导柱锁紧螺钉4的外圆长度为下偏差,确保能锁紧划针导柱14,划针导柱14采用覬10mm冷拉型材,高度为300mm,划针13采用覬6mm304不锈钢型材,划针13一头焊接合金,在砂轮机上粗磨成形后,然后在工具磨床上精加工针尖部分,保证划针13的两个针尖与划针体同心,以提高划线精度。
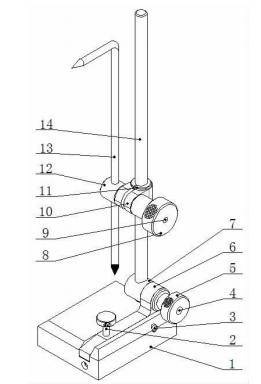
可微调划针的结构图
3可调心划线盘的原理和使用方法
将引线支架的一端拧入引线支架的螺纹孔中,并安装在下划线板上的支架孔中,以确保两者均可自由滑动且间隙不大。然后用专用扳手旋转导轨柱,将其支撑到内壁上。支撑位置应适当,并尽可能以孔的直径为支撑。支撑后应注意钢规则平行于工件表面,间距≤1mm。将旋转钢规则的旋转中心设置为通过导向柱的垂直平面,然后沿导向柱的方向调整钢规则的轴点,使其位于导向柱方向的中心(可以通过标记面向工件导向柱的旋转钢规则来显示)。
4改良工装夹具的策略
(1)提高师生发现问题的能力,在实训过程真正用脑做事,用心做事。(2)提高师生解决问题的能力,当发现问题后就会去查找相关理论书籍、研究问题,用理论去指导实践,让实践巩固理论。还可以让学生们了解工装夹具在机械加工过程中的重要性,并且参与工装夹具制作的全过程,掌握相关的机械制图、划线、钻孔、车削、线切割、装配、工艺等相关知识。(3)对提高学生的自信心、学习能动性非常有帮助,零部件加工出来时由于形、位公差不达标时,产品装配出了问题时,他们会很自觉、主动去研究问题,解决问题,当产品完成后多数学生有说不出的自豪。该工具成功研发、制作、使用得到了韶关周边多家企业认同与肯定,创造了经济效益和社会效益。
5比较分析
(1)传统的手动标记方法。有两种传统的手动标记方法:一种是在两条管道相交后确定两个端点,然后根据主管路圆形区域分支管道延长线的交点确定第三个点,将三个点连接到平滑曲线,然后大致相交,然后根据主管路的原始截面在分支管道末端绘制线;另一种方法是创建一个模板,然后将该模板附加到管道上以进行标记。这两种方法注入工艺多,效率低,操作人员技术水平要求高。此外,切削后经线尺寸误差较大,焊缝均匀性较差,修理焊接费用较大,一般只适用于单个管线的裂纹。(2)智能切割方法。智能切削设备虽然排除了标记过程,但设备成本高,操作复杂,操作者的操作能力也是必要的。此外,只有一条管线可以编程方式切割,没有同步标记或切割功能,这通常适用于批量生产,不能满足现场的要求。(3)同步标记程序。同步标记方法简化了复杂的标记工作,可以实现不同直径正交和倾斜管道交叉直线孔和相交线的快速同步标记功能;体积小,重量轻,能自由移动,不占固定位置;射出速度快,精度高,通用性强,可重复使用,操作人员技术水平不高;经济实惠、简单实用,适合单个或小型制造。
6多功能划线台的应用研究
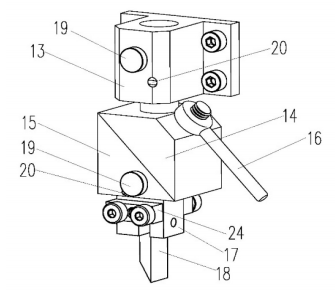
划针机构的立体结构示意图
上图显示了大孔的下表面加工线和水平中心线:松开锁柄16,将水平转向轴旋转15度180度,锁定水平转向轴18后,松开水平转向轴15上的锁紧螺栓19,旋转销柄17,使销面18向下;调整裂缝18的高度,裂缝底部表面加工线,使用柱13内有4个齿轮的90度旋转定位机构和垂直转向轴14,每次旋转90度,裂缝底部表面(四面)加工线。松开垂直滑轨11的紧固螺钉,将射出机构12向上移动100 mm,并使用甘草18在大孔的两端插入水平中心线。2.3标记大孔的垂直中心线、两个大端曲面的加工线和螺钉孔的中心线:松开锁紧手柄16,将水平转向轴15旋转180度,锁定水平转向轴18,松开水平转向轴15上的锁紧螺钉19,旋转标记针底座17,使标记针18的参考平面向右旋转,并标记大孔的垂直中心线。松开锁紧手柄16,将水平转向轴15旋转180度,使Scriber 18沿垂直转向线18正弦索引和可调整三维位置的标记机制有机地结合成多功能标记,可以标记不同形状工件的倾斜平面、直线和角度,为教学和生产提供便利。
结束语
社会的发展离不开科技的进步,对机器进行革新,势必对机械金属零件要求更高了。机械金属零件模型结构设计过程,步骤较为繁琐,工作较为麻烦,多用划线盘的出现使机械金属零件的结构设计工作更为便捷,对检验、校正等工作效率的提升也有较大的帮助。多用划线盘在机械金属零件模型结构设计中作用非凡。
参考文献
[1]李娟,刘敏,黑玉龙,李龙海,赵翔宇.大型轴类工件快速划线工具的设计与应用[J].金属加工(冷加工),2014(16):43-44.
[2]董明辉.车轮类零件钳加工划线工艺一体化教学探索[J].职业,2014(17):44.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



