四川新川航空仪器有限责任公司(德阳市龙伟车工技能大师工作室)
摘要:本文研究了三轴数控车等截面零件加工技术,分析了数控切削中的刀具补偿问题,针对等截面轮廓零件加工方式,设计了平切和环切两种加工方式,对算法理论进行初步介绍。建立加工所用刀具的刀具模型,介绍了等截面粗加工和精加工方法,进一步理解三轴数控车等截面零件加工技术。
关键字:三维数控车,等截面零件,加工
引言
数控车床可以加工各种回转表面,当加工圆周表面或端面上的加工键槽或端面孔时,就要移动到其他机床上进行加工,实际中由于零件加工精度要求,需要零件在一次装夹中完成所有工序,因此普通车床显然不能满足这种以回转面为主要加工任务,兼有圆周表面或端面上加工的零件。三轴数控车床在传统车床基础上增加了动力铣、钻、镗和辅主轴的功能,除了具有普通车床常规的X轴、Z轴控制,还有C轴功能,使工序在车床上一次完成,与铣削动力头的配合可以在工件上完成特殊型面的加工,,增加了机床的工艺加工范围。
数控车削中心发展现状
三轴数控车床实现了多功能、复合化加工,在回转体类零件中有75%以上的零件在车削后要进行铣削、钻削或攻丝等工序,而且很多都存在背面二次加工问题。这些加工工序在一台三轴数控车床上就可以实现,减少了工件多次周转和装夹,提高了零件加工精度。三轴数控车床的发展经历了三个阶段,初始阶段,是高速度加工阶段,高速主轴将主轴和电机集成为一体,采用带装入式主轴电机的主轴套筒部件化结构等新技术,使主轴转速达到10*104-20*104r.min的水平。多功能及复合化阶段,三轴数控车床将多种工艺集成到一台机床上,实现装夹工程的一次完全加工,使机床表现出多功能复合化趋势。随着技术发展,抛光、磨削等高级工艺不断加入机床。高功能与低价格结合的阶段,这一阶段带来机床的很多技术创新,如零部件模块化、通用化设计;出现数控和手动兼用的机床;经济型数控机床等。
三轴数控车等截面零件加工技术
3.1零件轮廓的处理
零件轮廓处理主要有样条轮廓的离散化处理和轮廓拐角的过渡处理。
在刀具轨迹计算之前,零件轮廓中的样条曲线需要按照一定精度进行离散化处理,以非均匀有理B样条曲线为例,采用直线拟合算法,将样条离散成直线。主要步骤有:
以0作为离散初始点参数,1作为离散重点参数,得到节点矢量;
取样条曲线的节点矢量中相异节点对应曲线上的点为初始离散点,求得各离散点坐标,一阶切矢,二阶切矢,法矢;
取两个相邻的离散点1和离散点2,连接两点得到对应的弦,计算得到两个离散点对应弧元的最高点,这就是弓高点;
计算弓高点到弦的距离,得到弓高,并判断弓高是否小于给定精度。如果弓高小于给定精度,则以离散点2及下一个离散点作为当前离散点;如果弓高大于给定精度,则在两个离散点中间插入弓高点,并以离散点1及弓高点作为当前离散点;
重复以上第3和第4个步骤,直到求得全部离散点;
依次用直线段连接各个离散点,得到整个样条曲线的近似曲线。
轮廓拐角的过渡处理包括内拐角过渡和外拐角过渡,前者采用尖角过渡方式,后者采用尖角过渡和圆弧过渡两种方式。
3.2数控切削中的刀具补偿问题
数控切削过程中刀架在换刀时前后刀具的刀尖位置会产生差异,需要利用刀具补偿功能来保证编程的方便和加工精度。刀具补偿主要有刀具位置补偿和刀具半径补偿两类。
刀具位置补偿有刀具几何形状补偿和刀具磨损补偿两种,前者是刀具形状的测量值,后者是刀具切削后的变动值。补偿示意图如下:
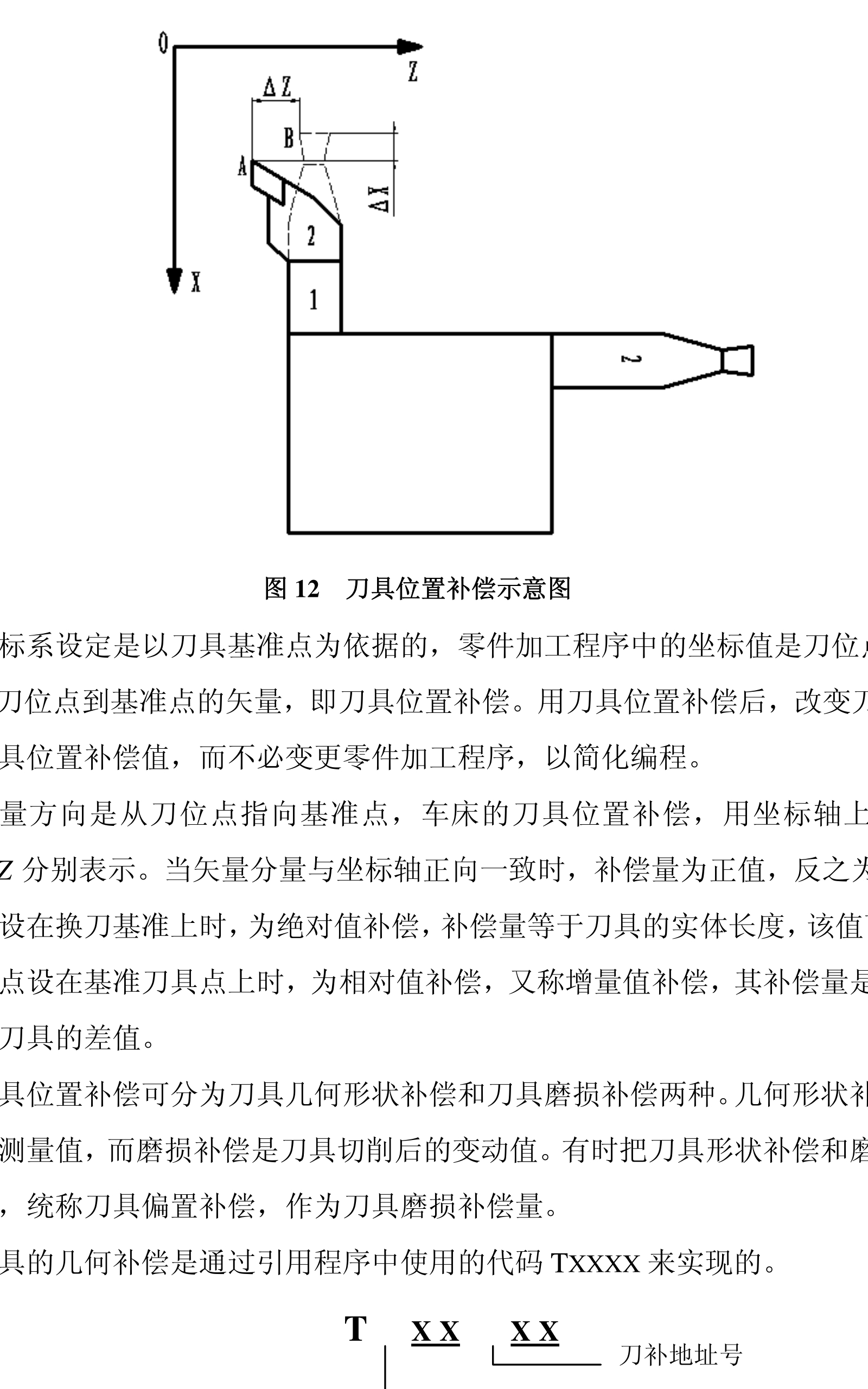
图3.1刀具位置补偿示意图
刀具半径补偿可以通过编程时考虑半径补偿和由机床进行半径补偿完成。
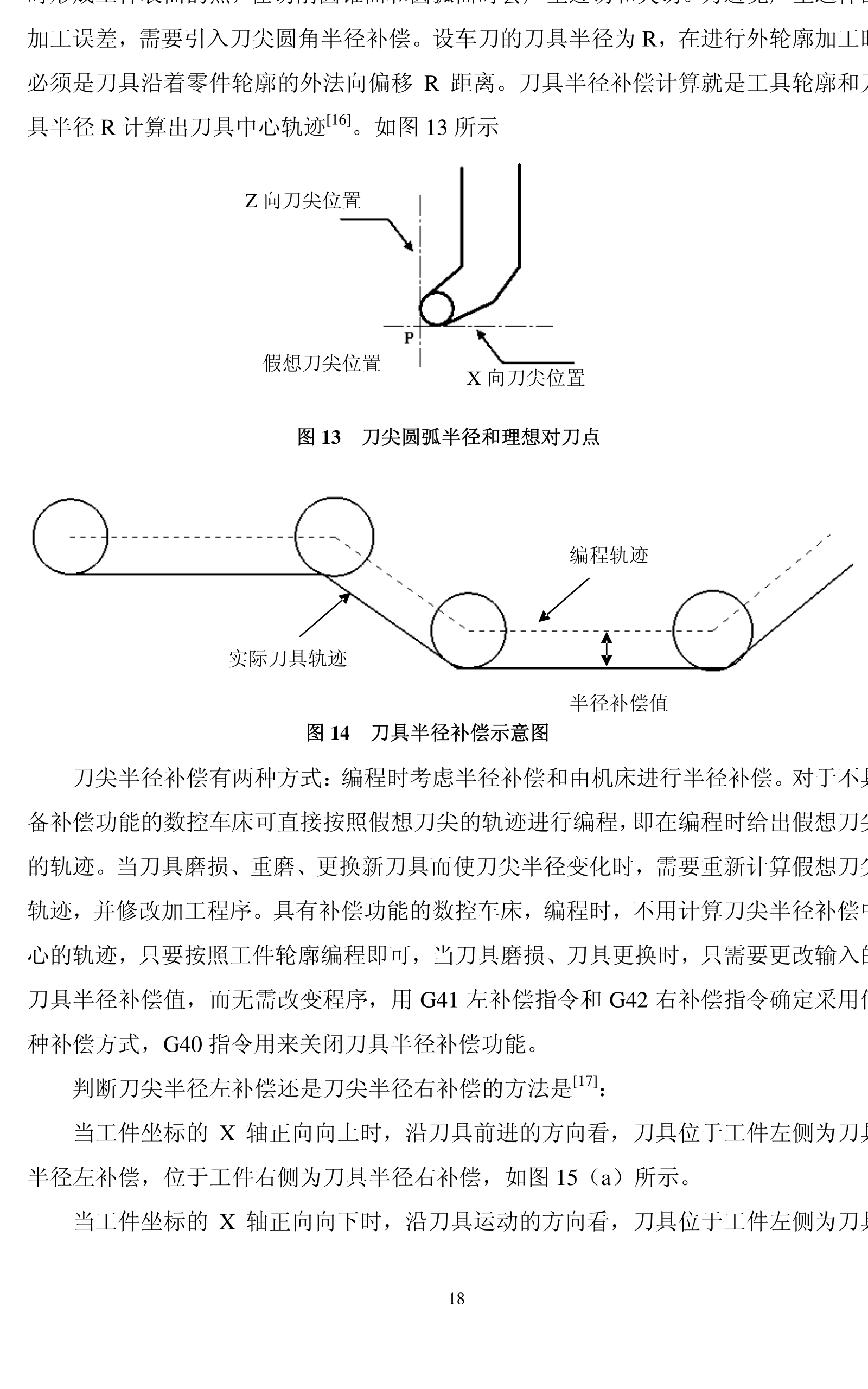
图3.2刀具半径补偿示意图
3.3平切和环切算法
使用三轴数控车加工零件的端面形状突破了普通车床只能加工圆形截面的单一模式,对于截面由相似图形组成而轮廓曲线可以时任意形状的零件,加工该类零件可以使用平切和环切算法。
平切算法。按照一定精度对零件表面轮廓进行离散,得到一系列轮廓离散点,每一个离散点对应一个截面,每个截面均由相似的图形组成。对于每一个轮廓离散点对应的截面,按照给定的精度分别进行离散,得到一系列截面离散点,对截面离散点用顺序号标明。由于零件截面形状的相似性,各个截面离散点的个数相同,因此在加工时,将各个截面相同标号的离散点按照零件表面轮廓形状连接起来,就构成了平切刀具轨迹。
环切算法。首先按给定行距将零件表面轮廓进行离散,再将轮廓离散点对应的截面按精度要求分别进行离散,标明序号,将一个截面的所有离散点按顺序号进行切削加工,完成一个截面后再以相同步骤加工下一个截面,因此构成环切轨迹。
3.4三轴数控车铣刀刀具模型建立
铣刀是用于铣削加工的旋转刀具,具有一个或多个刀齿,主要用于在铣床上加工平面、沟槽或切断工件等。球头铣刀几何模型如下:
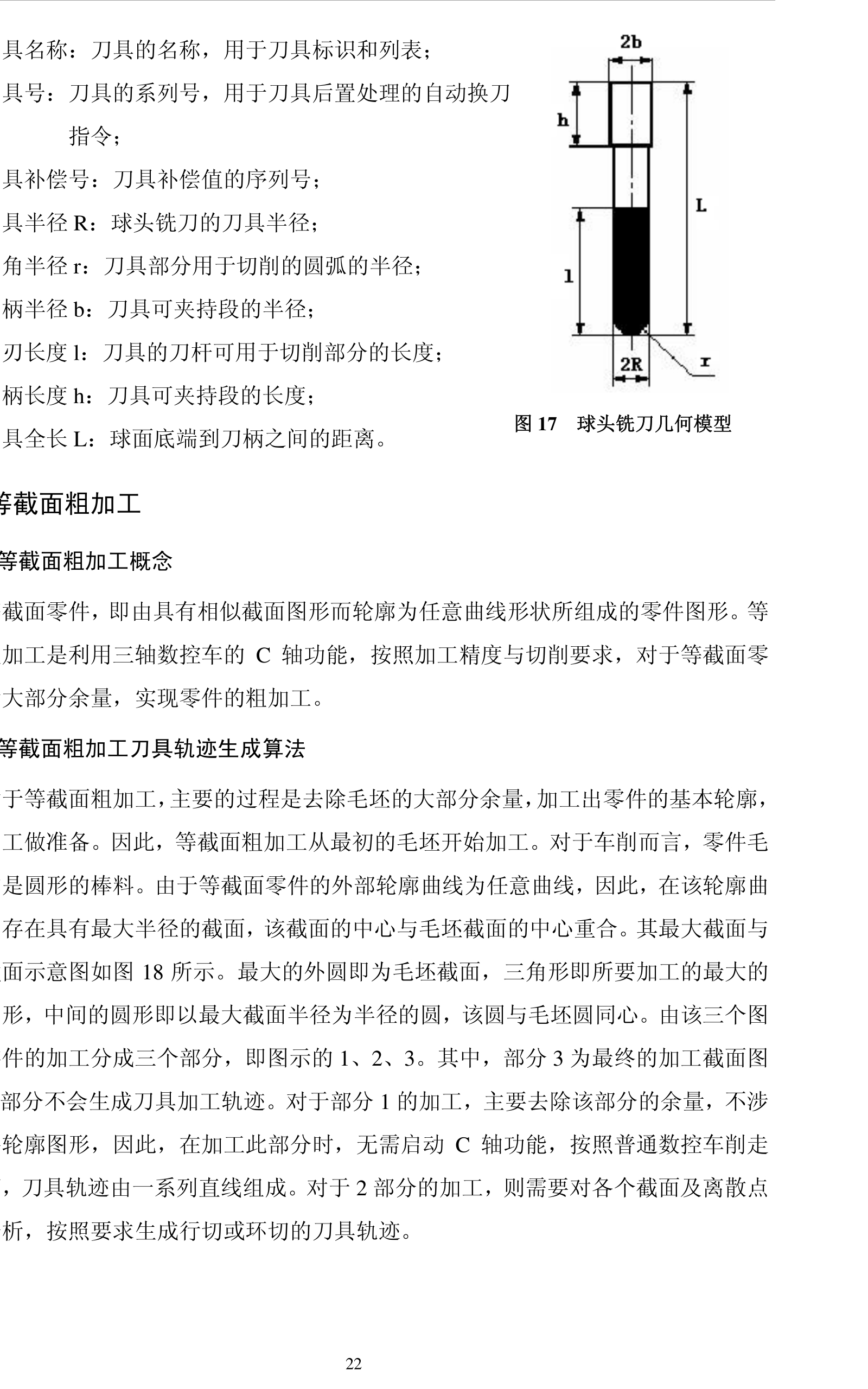
图3.3球头铣刀几何模型
其中R是球头铣刀的刀具半径;L为球面底端到刀柄的距离;h是刀具可夹持段的长度;b为刀具可夹持段的半径;l为刀具的刀杆可用于切削部分的长度。
3.5等截面粗加工
等截面粗加工是利用三轴数控车的C轴功能,按照加工精度和切削要求,对于等截面零件去除大部分余量,实现零件的粗加工。等截面粗加工主要是去除毛坯中的大部分余量,加工出零件的基本轮廓,为下一步精加工做好准备。沿中心点和截面轮廓各离散点组成的矢量方向做直线,就可以得到该等距截面上相应的离散点,并进一步计算得到中心点与每个截面上离散点的距离。经过计算得到等截面粗加工时需要的所有加工信息,根据不同加工需求,生成不同的刀具轨迹。粗加工加工类型有平切和环切,切削方法不同,生成的刀具轨迹也不相同。
3.6等截面精加工
等截面精加工是利用三轴数控车C轴主轴分度和极坐标插补功能,实现具有相似截面形状零件的精加工。按照给定精度离散最大的截面轮廓,如果加工方式为平切,则按照弓高精度及间距距离离散最大的截面轮廓;如果时环切方式,就按照弓高精度和最大步长离散各个截面轮廓,这样就可以得到截面轮廓上所有的离散点。变换各个离散点到三维立体形状中的原始位置,将各离散点沿其刀轴矢量方向回退一个刀角半径的距离,连接各相邻截面轮廓上同一角度位置的离散点,作为一条平切轨迹,连接同一截面上各相邻离散点,作为一条环切刀具轨迹。
总结
本文研究了三轴数控车等截面轮廓零件加工技术,分析了数控切削中的刀具补偿问题,针对等截面轮廓零件加工方式,设计了平切和环切两种加工方式,对算法理论进行初步介绍。建立加工所用刀具的刀具模型,对其刀具轨迹生成方法进行了一些介绍,主要包括等截面粗加工和精加工。
参考文献
[1]李魁志,贾兆润,经济型数控车床钻孔工艺的改进[J],机械工程师,2004.1.
[2]季明红,浅析数控车削加工中的刀具补偿功能[J],龙岩技师学院,2009(19).
第一作者:龙伟,男,1971年11月27日,四川雅安,中技,数控加工,高级技师,四川新川航空仪器有限责任公司(德阳市龙伟车工技能大师工作室),618300,

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



