河北机电职业技术学院,河北邢台 054000
摘要:随着技术的不断发展,国内企业面临着升级改造的重大压力,智能制造技术是企业升级改造的关键技术。在智能制造系统组成中,利用MES系统及其构成部分是实现智能制造的一个关键环节。该文设计了水润滑轴承智能制造的总体架构,将MES系统、数控技术、桁架机械手技术、工业机器人技术、RFID技术有效结合,完成了企业智能化生产过程,对相关行业的智能制造技术的应用提供了可借鉴的经验。
关键字:MES系统;智能制造;水润滑轴承;总体架构
0 引言
随着中国制造2025国家战略的全面推进,国内一些企业加速推进产品的智能制造,提高生产效率,占领市场。MES系统与其组成部分在智能制造系统的组成中扮演着关键的作用。本文以水润滑轴承生产线为平台,设计水润滑轴承智能制造系统的总体架构,将水润滑轴承制造关键技术、PLC技术、传感器技术、工业机器人技术、MES系统结合起来,进行企业智能化生产过程改造,对相关行业的企业推进智能制造技术的应用有重要的意义。
1 MES系统组成
在智能制造中,制造执行系统(MES)面向生产线执行层,具备现场生产计划管理、设备管理、实时监控、库存物料管理等功能,是信息化管理系统的核心组成[1]。MES系统实现了在智能制造生产线环境下的基础数据管理、工单管理、工艺管理、数据查询的功能,将人、设备、产品信息等生产要素相结合,为现场管理者提供了设备状态监控、工单跟踪、物料管理、数据查询等功能[2]。
MES系统模块具体分为系统管理、生产计划、设备管理、仓储管理、实时监控等功能模块[1]。系统管理模块由现场人员管理模块、现场负责人管理模块、工作日志查询模块等组成,该模块的主要作用是可以查看曾经登录过MES系统的人员和实际的记录,并且可以设置使用人的权限。生产计划模块由生产计划量、产品产量、非合格品的分析等模块界面组成。用来实时显示生产计划量、实际完成量以及未完成量等,从而实现工序流量和订单的的管理。设备管理模块由设备台账、设备统计、报警记录以及维护保养计划等模块组成。这个模块主要用来管理设备,并且对各个设备的工作时间长短、维护保养的计划进行显示。仓储管理模块由原材料管理、产品管理、仓库实时显示、统计图表等模块组成。用来实时对各个仓库位置存放的信息进行显示,并将管理部分的操作明细记录下来进行显示,从而实现对仓库中原材料和产品进行统计与管理。实时监控模块采用单机和联机两个模块,单机模块使用有区别的颜色对单台设备的运行状态进行显示,联机模块对生产线的整体运行进行显示,从而实现对生产运行和生产设备的状态的实时监控。
2 水润滑轴承智能制造关键技术
2.1 数控加工技术
数控加工技术是使用数控机床对零件加工的一种工艺方法。它采用数字化信息实现对零件和刀具位移的一种加工方法。数控加工的主运动和辅助运动都有数控系统发出的指令进行控制。而数控指令是由程序员根据零件的图纸所包含的信息进行编制的。数控机床的各种运动是通过数控系统指令向伺服装置与机械传动部件发出运行或终断信息来实现的。采用数控加工技术对水润滑轴承进行粗、精加工,不仅可以提升产品的加工效率和质量,而且方便数控机床与桁架机械手、总控PLC的通信。
2.2 工业机器人技术
工业机器人中集成了多种现代技术,具有学科综合性和交叉性,包含机械、电子、控制和通信技术以及人工智能、传感器等技术,是现代化发展的产物[3]。
工业机器人是一个面向各种工业制造领域的多功能驱动机械或多自由度的小型机器驱动装置,它通常能自动化地执行各种工作,是靠自身机械动力和人工控制能力结合实现各种工作功能的一种工业机器[4]。工业机器人可以方便的进行编程以及与各设备之间进行通信。使用工业机器人在水润滑轴承制造过程中配合硫化机进行水润滑轴承的搬运,可以提升搬运效率和准确性。
2.3 桁架机械手技术
桁架机械手可以对工件工位进行调整,也可以完成工件的轨迹运动,是一种建立在空间直角X、Y、Z三坐标系统基础上的一种自动化设备。它通过工业控制器实现自动化的控制。各种输入信号输入到控制器,控制器经过逻辑计算后,对执行器做出控制,实现空间的X、Y、Z三轴之间的联合运动。使用桁架机械手对完成对数控车床的水润滑轴承的上下料,不仅可以提升工作效率,还具有一定的经济性。
2.4 PLC控制技术
PLC 是在继电器控制基础上发展起来的,以微处理器为核心,将自动控制技术、计算机技术和通信技术融为一体而发展起来的一种工业自动控制装置。PLC具有的一个重要的优点是抗干扰能力较强,具有很高的可靠性。通过对PLC进行编程,并利用模拟式或数字式输入、输出,对生产过程进行全流程的稳定控制。
2.5 硫化技术
对水润滑轴承一个重要的环节就是硫化,这是水润滑轴承中橡胶的一个重要的工艺过程。通过硫化,可以使橡胶的线型大分子链通过化学交联而构成三维网状结构的化学变化,相应地胶料的物理性能及其他性能都发生根本变化,以适应各种工业使用的需要。在水润滑轴承制造硫化过程中,要使用到模具,在模具设计过程中要考虑温度、时间和压力等因素,这直接关系到产品的质量。另外要配备完善的环保设备,避免对环境造成污染。
3 智能制造系统的组成
该项目以水润滑轴承生产线为应用平台,在实际生产中由一套毛坯铜套制造系统、2台工数控车床、1台硫化机、2台数控车床用桁架式机械手、1台工业机器人、立体料库、辅助传输线、MES系统等部分组成。水润滑轴承的毛坯铜套制造系统,由节能中频电炉、双驱桁架式数控机械手、完善的环保处理系统,负责水润滑轴承的毛坯铜套制的制造,该项目的双驱桁架式数控机械手三维设计图如图1所示,该项目制造完成的双驱桁架式数控机械手实物图如图2所示。配备MES系统的主控计算机,负责生产调度。桁架机械手与数控机床、工业机器人与硫化机、以及立体仓库与MES系统的握手信号及通信将通过主控PLC来完成。
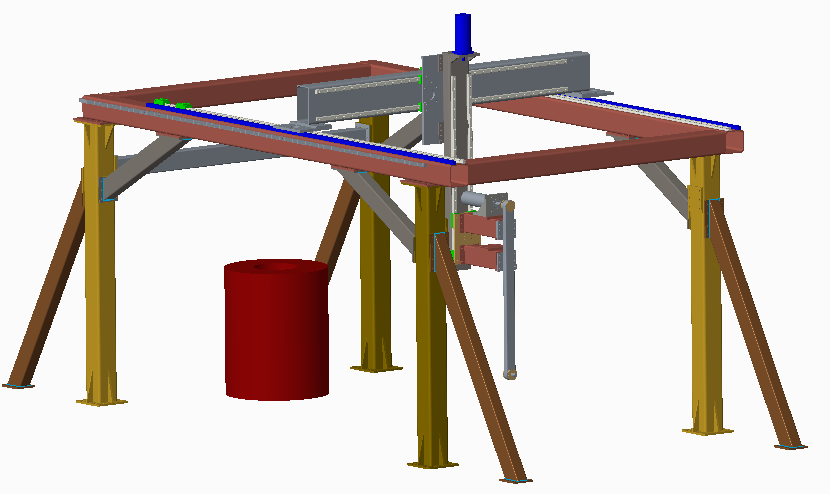
图1 双驱桁架式数控机械手三维设计图

图2 双驱桁架式数控机械手实物图
总体来说,水润滑轴承智能制造系统由3层结构,即顶层的MES层、中间SCADA层、底层生产设备层。生产计划管理、生产调度以及工艺任务排产等都有顶层来完成。对于数据采集、实时监控与控制由中间层来完成。具体的生产任务由底层生产设备层完成。水润滑轴承智能制造系统的组成框图如图3所示。在生产过程中,生产管理人员编制好生产计划,其主要包括数控车床加工程序、桁架机械手程序、工业机器人程序、生产工艺文件、生产调度文件以系统定义的格式上传到MES系统。主控PLC接受MES系统通过命令字方式下发的控制指令。主控PLC按照工序完成节能中频电炉、双驱桁架式机械手完成毛坯的制造,并将毛坯存于立体仓库中。立体仓库中的每个仓位都有RFID芯片,立体仓库的取料机械手装有RFID读写器。每一步读写后,都要将信息传递给MES系统。这些RFID芯片中的信息包括零件编号、零件规格等内容。主控PLC还控制桁架机械手完成下料,以及数控机床程序的上传与加工、水润滑轴承的硫化工序[5]。
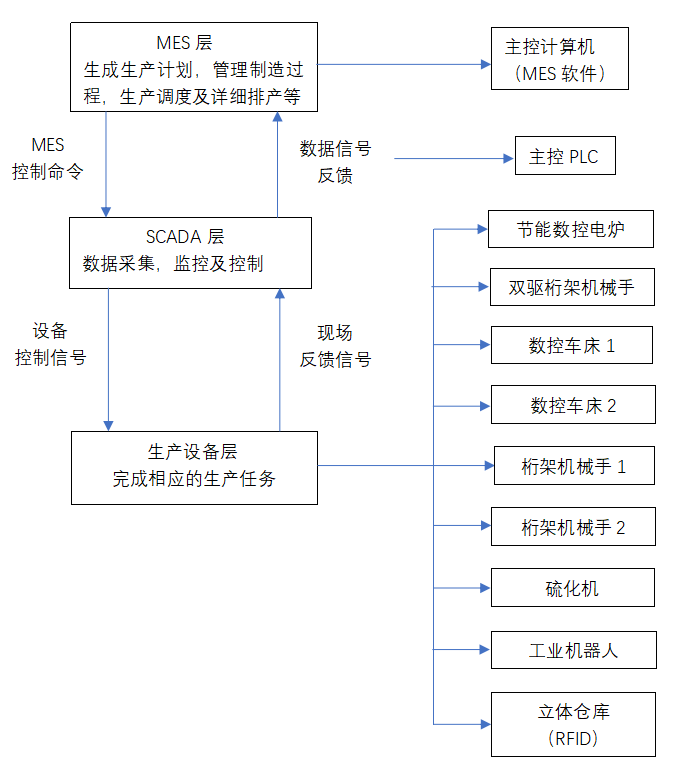
图3水润滑轴承智能制造系统的组成框图
4.智能制造系统的网络通信结构
水润滑轴承智能制造系统的网络通信使用工业以太网交换机,其通信拓扑图如图4所示。MES系统与PLC之间、PLC与节能中频电炉之间、PLC与桁架机械手之间、PLC与工业机器人之间、PLC与RFID之间采用Modbus TCP /IP通信协议。MES主控计算机与数控车床之间的通信采用TCP/IP通信协议。产品的状态信息的传递是RFID通过无线模式传给总控PLC,并进一步传到MES系统。整个通信中,PLC为总控制器,MES计算机为主控计算机,二者之间可以进行相应的命令传送及信息反馈。
其通信做如下约定: 命令发送方发送命令后,接收方需在响应命令处回应相应命令,命令发送方接收到命令响应后将命令码清0,命令接收方接收到0后把命令码清0,整个命令交互完成,准备下一条命令的传送。主控PLC发送给MES系统的主要指令有:设备参数信息、上传给数控机床的程序请求、立体料库料位编号等。MES发给主控PLC的指令主要有:设备的启停、生产调度料位状态等。另外,MES系统的自身变量还可以存储一些信息,比如刀补、刀损、在线测量结果等[5]。

图4 水润滑轴承智能制造系统网络通信拓扑图
5.结语
本文结合目前智能制造领域的研究现状及特点,结合水润滑轴承的生产关键技术,设计实现了实现了水润滑轴承的智能制造系统的总体框架。在该框架下,结合MES系统给出了水润滑轴承的生产制造流程,通过对生产过程的精确控制以及对生产过程的数据的跟踪及修正,能够较好地满足企业对传统生产模式升级的需求。
参考文献:
[1]张祖军,赖思琦.智能制造生产线MES系统的设计与开发[J].制造业自动化,2020(08):85-86,116.
[2] 徐朋,王蔓,樊双蛟等.基于MES的拧紧工位改进设计与实现[J]. 组合机床与自动化加工技术,2016(6):146-149.
[3]李铁鑫.工业机器人的技术应用趋势及维护.设备与技术[J],2021(7):95-96.
[4]王厚民.简析工业机器人技术在智能制造领域中的应用[J].石河子科技,2021(4):19-20.
[5]梁盈富,祝战科.汽车轮毂生产线智能制造系统总体架构的设计与研究[J].工业仪表与自动化装置,2018(04):61-64.
项目:2019年度河北省高等学校科学技术研究指导项目(Z2019098)
作者简介:张长军(1987 -),男,山东曹县人,讲师,硕士,主要从事机械设计与制造方面的教学及科研工作。

2

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



