1.河南平高电气股份有限公司 , 平顶山 , 467000 2.河南平高电气股份有限公司 , 平顶山, 467000
摘 要:断路器动弧触头在断路器开断故障电流时起着承载短路大电流的作用,它的装配质量将直接影响断路器的开断性能。为保证动弧触头在装配过程中不变形特别是其掰状触指不变形需设计一种工装解决动弧触头安装过程的变型问题及拧紧工具拆卸时造成的拧紧力矩改变问题。
关键词:动弧触头;形变;力矩
1 引言
本次改进的动弧触头的外形如图1所示、装配位置及紧固要求如图2所示,动弧触头基础材料为铬青铜。该零件由于位置和电场的关系没有设计装卡部位,因此在紧固动弧触头的时候以前是利用特制的工装卡入动弧触头1.5mm的瓣状铣口中进行紧固,这种紧固方式很容易造成动弧触头的变形,难以保证动弧触头的装配质量。我们通过对动弧触头紧固工装的重新设计,利用螺纹紧固产生的静摩擦力带动动弧触头的紧固,解决了动弧触头紧固的问题。



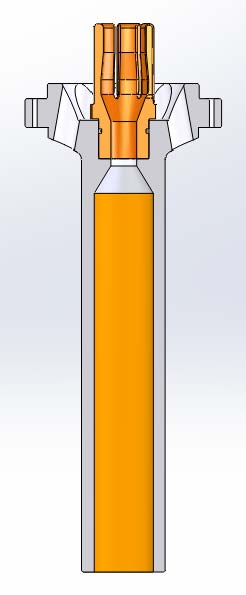
图1 图2
2 动弧触头紧固的难点分析
由于动弧触头的材质较软(铬青铜),并且前端为带有铣口的掰状触指,因此外圆无法做为工装装卡的位置。以前在进行此零部件的装配时是利用工装对动弧触头的掰状触指铣口缝隙做为装卡部位。图3为老的紧固工装,图3中项1为白钢片,将项1固定在项2后可利用白钢片插入动弧触头铣口中对动弧触头进行拧紧。此工装在实际应用中会出现将掰状触指轻微扭转变形的现象,不利于对产品装配质量进行控制。如果使用涨胎工具装卡动弧触头掰状触指的内圆中,会导致动弧触头掰状触指的内径变大影响动弧触头的抱紧力,同时也无法保证图2上要求的100N.m力矩要求,对产品的装配质量同样有着不良的影响。
由于动弧触头的拧入力矩要求100N.m,因此动弧触头紧固后,不能在拆卸紧固工装时,使动弧触头受反向旋转力,导致动弧触头达不到规定力矩的要求。

图3
3动弧触头紧固工装的设计原理和设计方案
综合考虑动弧触头的形状,可以利用的位置只有动弧触头的外圆有长10mm的M45螺纹和动弧触头内孔根部的一个不易产生形变的锥状面,改进后的动弧触头紧固工装实际也是利用了这两个部位。
改进后的动弧触头紧固工装的设计原理是利用螺纹的旋转力将工装上的锥面与动弧触头的锥面接触压紧产生的压紧摩擦力,旋转工装达到紧固动弧触头的目的。
改进后的动弧触头紧固工装结构如下:
该工装设有一个可通过螺纹上下移动的压紧顶杆如图4中项3所示,压紧顶杆下端有可跟动弧触头贴合的斜面。压紧顶杆螺纹部分与压紧盖(图4中项2)的螺纹部分配合。压紧盖通过销子(图4中项4)和螺栓与过渡套(图4中项1)上端连接,过渡套下端带有螺纹,与动弧触头连接。图4为动弧触头拧紧工具的结构图。


图4 图5
采用上述结构,能够利用压紧顶杆依靠摩擦力与动弧触头不会产生变形的部分连接在一起,在使用时利用摩擦力带动动弧触头使其安装在要求的装配部位,并且满足动弧触头紧固100NM的紧固力矩要求。
改进后的动弧触头紧固工装的使用方法如下:
具体使用如图5所示:将动弧触头5拧入过渡套1中,将压紧顶杆3拧入压紧盖2中,用螺栓将压紧盖2与过渡套1固定在一起,使用时拧动压紧顶杆3将动弧触头5压住使上述零部件固定成为一体。
进行动弧触头安装时可将上述整体拧入动触头6中,然后将扭力扳手连接在压紧顶杆3上端六方型接头上,拧动压紧顶杆依靠摩擦力带动动弧触头5将其拧入动触头6中。
由于压紧顶杆的螺纹旋转方向与动弧触头的螺纹旋转方向相同,因此在实施操作时摩擦力会逐渐增大始终保持压紧顶杆与动弧触头一同运动,在完成产品图样的安装要求后只需松开固定压紧盖2与过渡套1的螺栓即可释放压紧顶杆3与动弧触头5之间的摩擦力,然后将整套装置取下,在取下装置的过程中由于整套装置与动弧触头5已经没有作用力存在,因此在移除装置的过程中不会降低动弧触头5拧入动触头6的拧入力矩。
4 结语
本文分别从设计结构及实施过程上介绍了新型的动弧触头拧紧装置,并通过实际应用检验了设计效果。新型的拧紧装置能够有效的避免装配过程中造成的动弧触头瓣形触指变形问题,减少不必要的零部件浪费,也能减少因零部件变形造成的重复装配的人工损失。
参考文献
机械设计手册.北京:机械工业出版社,2005.
作者信息
郎显栋、河南平高电气股份有限公司敞开电器事业部、工程师,河南省平顶山市卫东区高新区河南平高电气股份有限公司、467000、0375-3506163、langxiandong@126.com。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



