中国建筑第八工程局上海公司 江苏 214400
摘要:随着建筑施工行业飞速发展的步伐,建筑物高度持续增长,传统施工工艺已无法满足施工要求,本项目采用了劲性柱施工工艺增强整体大楼的稳定性及安全性。为满足施工验收标准,对劲性柱40mm钢板焊接质量施工进行管理分析,保证后续施工质量。
关键词:40mm钢板焊接 管理分析 质量安全管控
一、施工楼层简介:
2A-2#楼建筑高度为129.8米的超高层,为框架核心筒结构,-2-5层框架柱为劲性型钢混凝土柱。钢结构大样图如图所示:
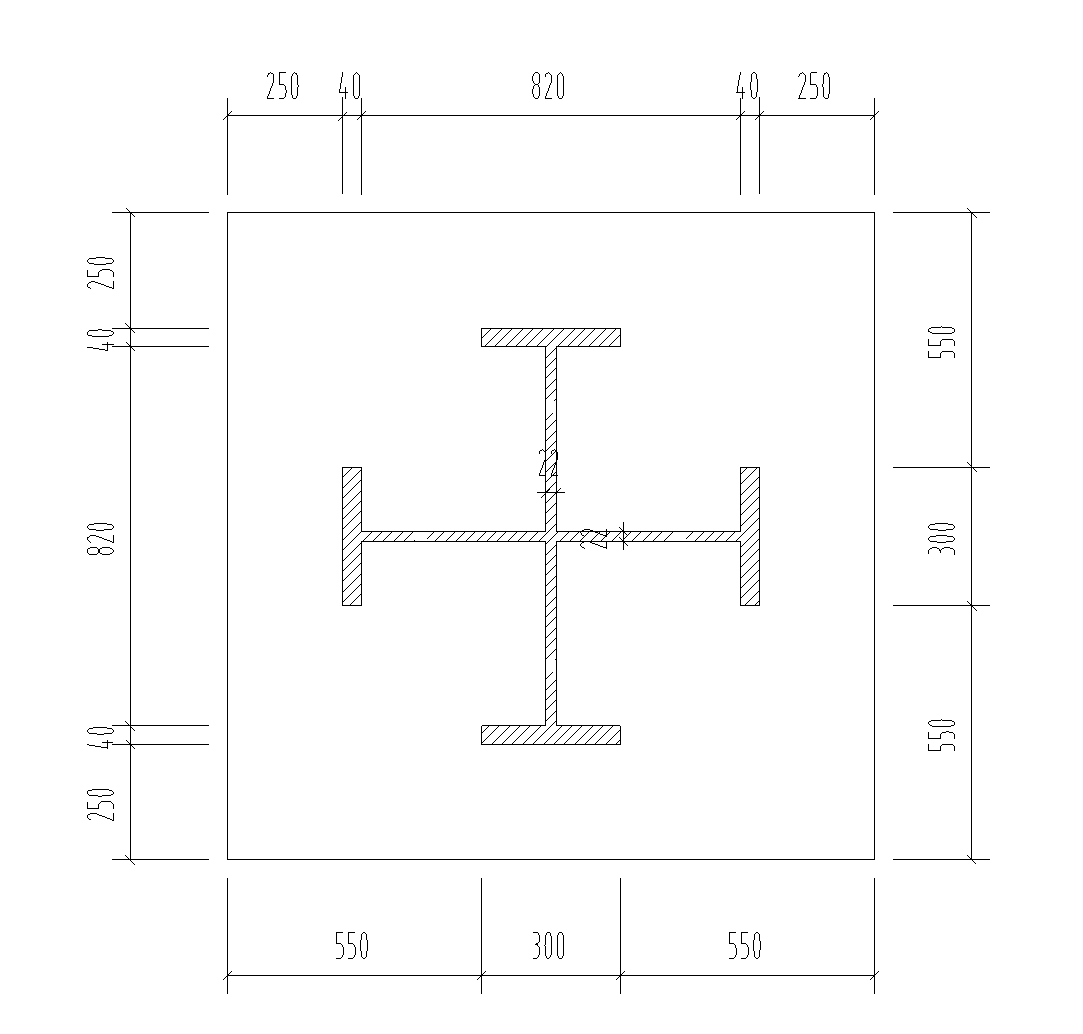
劲性柱示意图
二、施工管控难点:
1、40mm厚钢板焊接难度大,翼缘板四周全部满焊,对焊工操作水平要求高。
2、小组成员发现现场劲性柱焊接进行检查,发现焊缝合格率较差,返工较多。
3、整栋楼高129m,下面七层属于型钢混凝土结构,承重体系焊接质量就显得尤为重要。
根据综上所述,小组经讨论决定课题为:提高劲性柱40mm厚钢板焊接质量。
三、现状调查及原因分析:
为找出40mm厚钢板的焊接存在的主要问题,对项目对负一层14根框架柱进行调查,共抽查了300个点,其中不合格点为41,合格率仅为86%。影响现场焊接质量的主要问题是:1、焊缝裂纹2、内部缺陷;
1、管理制度不完善、检查力度不足:
项目部岗位责任制落实不到位,对每次验收监督不到位,未做到四方验收,未对焊接质量进行逐一检查并进行探伤检测,导致焊接质量参差不齐。项目落实情况验证,各项制度健全,落实率100%。按时组织四方检查,严格把控过程监督验收。对班组长及操作工人进行培训、考核,制定奖罚制度,加强其自检力度;验收时,对焊接连接位置采取全数编号验收,进行强制性验收;
2、焊条存在质量问题 :
管理人员对进场材料检查疏忽,未及时进行部门联动,对进场焊条合格证明材料进行检查,未进行送检服饰检查。成品材料进场后未进行成品保护,随意堆放,裸露在外,对焊条质量造成影响。现场所有进行使用焊条是否符合质量要求,现场及资料验证,有合格证即检测报告。管理人员检查所使用焊条,焊条合格证及检测报告齐全,复核质量标准。规定固定堆放位置,进行成品保护,有专人进行对接管理。
3、焊工技艺水平低:
焊接工人施工技艺参差不齐,过程焊接质量无法做到统一标准,大大影响成品合格率,进而影响劲性柱安装的安全性。进场后培训力度不强大,过程中无技能培训及检测过程。对新进场工人必须持证进场,并进行焊接试行检测,保证工人施工水平符合要求,定期开展培训及焊接比赛,激励工人对工作认真负责的态度,制定处罚机制,对施工技艺较差之人进行处罚或进行退场处理。
4、焊机电流设置错误:
现场二氧化碳砌体保护焊设备电流设置的情况进行了检查,发现存在焊工随意设置电流的情况,因现场存在25mm及40mm厚钢板,电流设置普遍较高。焊接试件经过检测单位探伤检测,发现焊缝内部缺陷较多,不满足设计要求。整改措施:技术人员根据相关规范明确试验参数范围,现场管理人员与施工班组协调组织试焊,记录数据选出最优方案,按照确实可行的方案对工人进行交底监督现场实施工作;
5、焊接速度较快:
现场施工人员操作简单,工人施工技艺各不相同,在焊接过程中速度差异较大,焊接质量无法保证。组织全体施工班组对40、20mm钢板焊接所使用相同电流大小,对焊接速度进行了交叉对比。探究固定电流,不同焊接速度对焊缝质量的影响,固定速度,不同电流大小对焊缝质量的影响,得到试验数据8条,。通过对合格率的比较,最终确定了2种厚度钢板所应使用的电流与速度,按此方案施工,焊缝质量可以得到保障。
四、巩固措施
巩固措施:为了巩固活动中取得的良好质量效果,将以上问题所产生的原因及较好的整改措施进行了较为系统性的总结,经过整理完善,编制完成了《劲性柱40mm厚钢板焊接施工作业指导书》,为今后类似施工提供了理论指导及经验。
焊机作业指导书图
结束语:
劲性柱40MM厚钢板焊接质量分析管理活动,立足现场取得成效。不仅工程质量得到提升,而且提高了管理人员的专业技能与分析解决问题的能力,熟练地掌握了钢板焊接的施工;项目管理人员此次获得的专业 技能和经验,为以后工程的施工和管理工作提供了新的思路,起到了积极的作用。还增强了成员在团队精神中所缺少的沟通与协作,可以说本质量分析管理活动达到了预期目标。
通过此次活动的开展,也暴露出管理人员部分领域专业知识缺失的问题,今后应该加强管理人员专业知识的培训学习工作,为后续施工管理工作打下了良好的基础。
参考文献:
⑴《建筑钢结构焊接规程》(JGJ181-2002) :11-30
⑵《焊条质量管理规程》》(JB3223-82):5-30

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



