中国电建集团山东电力建设第一工程有限公司,济南 250102
【摘要】大型电站空气预热器正常运行时漏风大一直是影响锅炉效率的关键因素之一,密封无法做到完全封闭,漏风间隙不易根据烟气温度实时在线调节是空气预热器的缺点。通过研究,提出了一种火电机组四分仓回转式空气预热器安装关键技术,并取得了国家专利,有效解决了空预器换热元件安装效率低、空预器密封片安装精度低等难题。
【关键词】大型回转式空预器、空预器换热元件安装、空预器隔板吊装、空预器密封片安装精度
1 前言
大型火力发电厂回转式空气预热器,由于换热是靠装有蓄热元件的转子转动来完成的,其动静部件之间存有一定的间隙。而流经空气预热器各分仓的工质之间存有一定压差,又因其设备庞大,受目前工业制造和安装的工艺影响,密封间隙还做不到完全密封,故会存在漏风,受热膨胀影响,漏风间隙会增大,多数空气预热器在投产后漏风率会超标,影响机组的稳定运行。空气预热器正常运行时漏风大一直是影响锅炉效率的关键因素之一,密封无法做到完全封闭,漏风间隙不易根据烟气温度实时在线调节是空气预热器的缺点。
现场施工中,根据现有资源和条件,积极开展攻关,形成了大型回转式空气预热器安装技术,解决了空预器换热元件安装效率低、空预器隔板焊易变形、空预器密封片安装精度低等难题,改技术分别在华能瑞金电厂二期扩建(2×1000MW超超临界二次再热机组)工程、山东鲁西发电有限公司2×60万千瓦煤炭地下气化发电工程项目、华能董家口2×35万千瓦热电联产项目主体施工工程中得到成功应用,提高了施工质量,缩短了施工工期,取得了良好的经济效益和社会效益。
2技术操作要点
2.1 空预器轴向隔板吊装技术
目前,在现场施工过程中,空预器周向隔板的吊装是一项繁琐的工序,在大型机组回转式空预器安装过程中,周向隔板数量较多,且隔板上无吊孔,常常需要先焊接吊耳吊装,然后在吊装完成后又需要切割吊耳打磨,需施工机械及人员较多,即增加了人力损耗,增大了施工的安全风险,同时容易破坏隔板的完整性,增加了工地施工投入成本。
为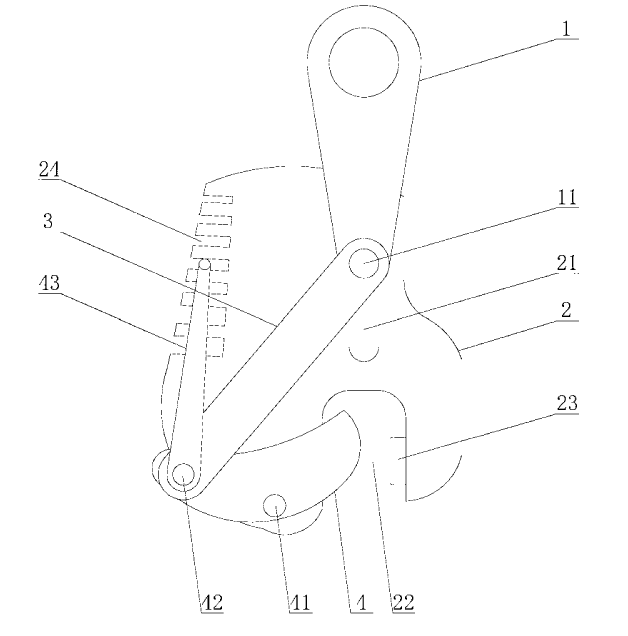
提高施工效率,研发了一种空预器周向隔板吊装专用工具,包括吊环、外壳、拉杆、顶块等部分,吊环的底部设有第一销轴,外壳上竖直设有与第一销轴相适应的滑槽,外壳的底部设有卡槽,顶块的中部通过第二销轴与外壳铰接,第二销轴位于卡槽的一侧,顶块的一端通过第三销轴与拉杆铰接,另一端伸入卡槽中,拉杆远离第三销轴的一端与第一销轴铰接。空预器周向隔板吊装更加方便,操作简单,使用方便,成本低。
附图1空预器周向隔板吊装专用工具结构示意图
1、吊环;11、第一销轴;2、外壳;21、滑槽;22、卡槽;23、橡胶垫块;24、保险槽;3、拉杆;4、顶块;41、第二销轴;42、第三销轴;43、T字型保险卡。
2.2 空预器密封片安装精度控制技术
漏风率是衡量空气预热器的一个重要指标。空气预热器的漏风分为直接漏风和携带漏风。携带漏风量小,因空气预热器的结构而无法避免的。直接漏风是为保证空气预热器的安全运行而使空气与烟气间留有一定的缝隙而造成的。直接漏风分为径向漏风,轴向漏风,旁路漏风和中心桶漏风。其中径向漏风占直接漏风的80%左右。漏风量大大会降低机组出力,增加厂用电量,降低设备运行经济性。
现有空气预热器密封方法中,密封装置的安装方法多为直线安装。但是直线安装无法有效改善空气预热器的漏风问题。也有提出密封装置的折线安装方法,折线安装将密封片分成数段,每一段都根据空气预热器转子热态运行变形量进行相应的调整,最后径向密封装置成斜向上的折线段形式。但是这种安装方式也不能完全解决热态运行漏风间隙增大的问题。
为解决以上难题,提供一种空气预热器密封安装测量标尺,提出非线性反变形安装方法。非线性反变形安装方法是利用信息化手段,根据变形曲线的获取变形量,不再分折线段,而采用更精密的安装为反变形安装曲线。这种安装方法可以进一步大大减小漏风间隙。抵消部分“蘑菇状”变形,空预器漏风量大大减小,提高机组效益,减小空气预热器漏风间隙减小空气预热器漏风量。
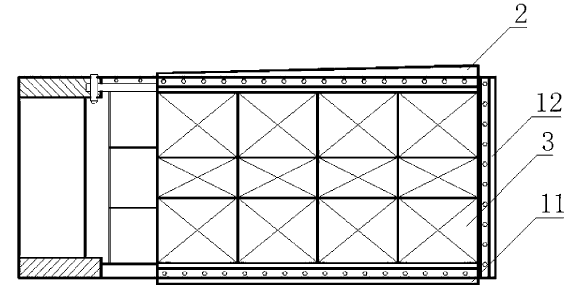
附图2空气预热器转子密封安装的结构示意图
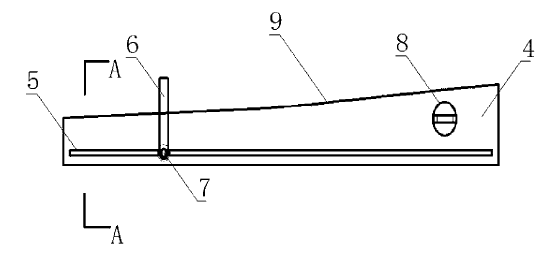
附图3专用标尺的主视图
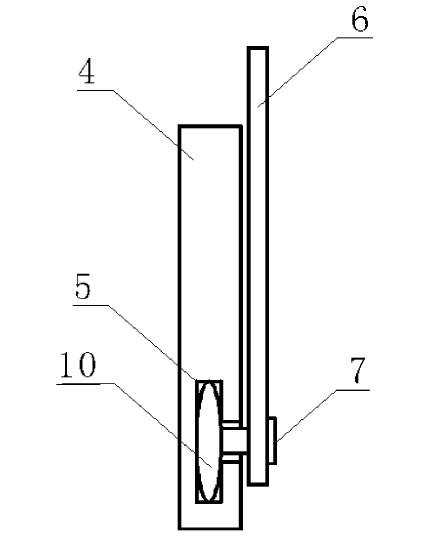
附图4专用标尺的A向截面图
上述图中:1、密封板,2、径向热端密封片,3、转子,4、标尺尺板,5、滑槽,6、测量尺,7、固定螺母,8、水平指示器,9、安装线,10、滚轮,11、径向冷端密封片,12、轴向密封片。
该空气预热器密封安装专用标尺,包括尺板4、测量尺6和气泡式的水平指示器8,所述尺板4的上边缘为用于指示径向热端密封片上侧安装位置的曲线轮廓安装线9。安装线的曲线轮廓上每个点的位置用如下公式计算得到;
![]()
其中:α为平均温度下该处转子的线膨胀系数;
空气预热器密封安装专用标尺,尺板4的厚度为8~10mm、材质为轻质硬铝合金或者不锈钢,保证一定的厚度使得标尺不易变形,整体加工保证加工精度。尺板4上开设有滑槽5,测量尺6的下端可在滑槽5中滑动或固定,使用时滑槽5与密封片的直线侧重合。滑槽5中设有滚轮10,测量尺6的下端螺接在滚轮10上。
标尺上边缘为精加工弧度即反变形安装线9,反变形安装线9根据计算公式得来。在尺板4加工高度约为8mm,宽约4mm的滑槽5,滑槽5的位置与热端密封片2的直线侧重合,在滑槽5中放入适当的滚轮10。滚轮10上装有误差测量尺6。误差测量尺6可以在滑槽5中自由左右滑动,测量尺6上标有刻度可以测得已安装的热端密封片2与安装线9之间的误差,以便调整热端密封片2的安装位置从而校核安装精度。气泡水平指示器8方便在安装过程中找准水平位置,进一步提高安装精度,检查安装准确性。径向冷端密封片11的安装于热端密封片2的安装方式一样,只是需要按照公式调整安装线9。
轴向与径向的变形情况不同,轴向上转子3发生“蘑菇状”变形后仍为直线,且轴向变形量小,轴向密封片12安装时只需要预留变形量的宽度即可。本非线性测量标尺具有测量定位作用,可以提高径向密封的安装精度,提高安装质量。
3结束语
本技术相继在华能瑞金项目、山东鲁西项目、华能董家口三个项目空预器安装过程中成功实施,各项性能指标验收合格,达到优良,减少了厂用电用量,提高换热效率,降低对环境的污染,达到降本增效、节能环保的效果符合目前世界绿色科技、节能降耗发展的趋势,具有可操作性强、经济效益和社会效益显著等特点,得到业主单位和监理单位的充分肯定和高度评价,具有广泛的推广应用价值。
4参考文献
[1] 锅炉厂与空气预热器设备厂家图纸、设计说明书和安装说明书。
期刊:
李军红,【降低回转式空气预热器漏风率的技术措施】,华中电力,2004年第5期,第17卷。
张永德,段铁成,邱爱玲,【浅谈回转式空气预热器漏风控制】,东北电力技术,2000年第8期。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



