本溪钢铁(集团)公司 辽宁 本溪 117000
[摘要]
介绍卷取机主要控制功能的实现,PLC控制系统的控制方案。利用TMEIC公司的MELPLAC和MELSEC控制系统,实现电动执行机构、调节阀、传感器及各类执行和检测元件等等信号在计算机中的监控,并在工作站上进行程序和数据的管理。
[关键词] PLC 卷取机 控制系统 张力控制 QOC
[Abstract]
Introduces the control plan of its PLC control system. Using TMEIC Corporation's MELPLAC and the MELSEC control system, realization electrically operated implementing agency, regulating valve, sensor and each kind of execution and examination part and so on signal in the computer monitoring and managing the program and data in the workstation.
[Key words] PLC down coiler control system tension control QOC
概述:
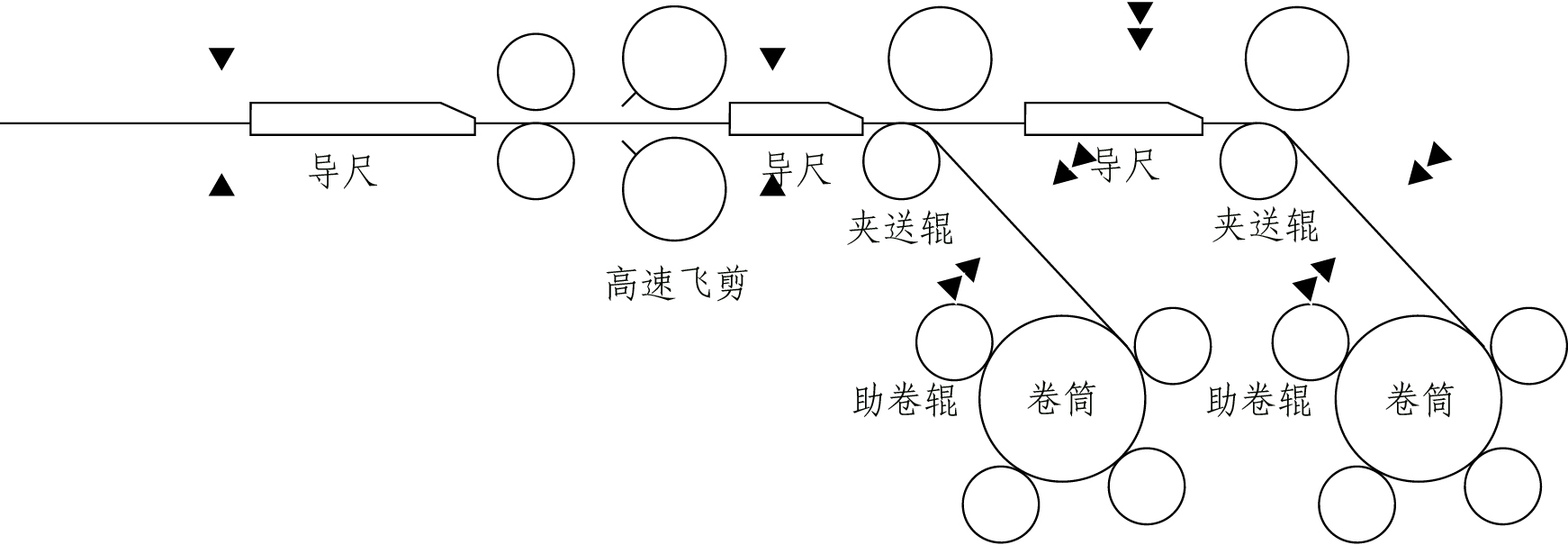
随着热连轧生产技术的发展,我国薄板坯连铸连轧所生产的板卷将在未来的热连轧板带产品中占有较大比例(将超过30%),目前国内薄板坯连铸连轧生产线装备已达到国际先进水平,特别是轧制过程控制技术的运用更是达到了国际一流水平。本钢BSP生产线(即本钢薄板坯连铸连轧生产线)卷取区域控制系统由日本TMEIC公司设计,采用其MELPLAC和MELSEC系列PLC控制系统。本钢BSP生产线卷取区域由两台四助卷辊地下卷取机及高速飞剪等设备组成,卷取机主要设备动作均由伺服液压系统控制,采用了先进的高速飞剪高速剪切,助卷辊快速打开控制(QOC控制)等控制技术,半无头轧制和单坯轧制均可满足。目前卷取通过的带钢厚度为0.8mm至12mm,最大卷径为2000mm。
卷取机图示:
控制系统的基本组成:
本钢BSP生产线卷取区域控制系统由TMEIC MELPLAC2000 M6000控制柜,远程I/O控制柜MX6010,继电器控制柜RP6000,输出控制柜TB6000,位置传感器信号放大柜LE9100等设备组成。
M6000控制柜内部组成为,CPU单元,I/O单元,LDPU单元等,主要功能为卷取区域一级控制程序的存储和处理,其程序语言为MCD语言和POL语言两种形式,其中POL语言(由LDPU单元来执行)为高速执行语言,用来处理现场设备的位置和压力的反馈和控制等。M6000控制柜还需控制卷取区域与轧机区域、二级、远程I/O站、MELSEC系统的通信功能等。
远程I/O控制柜MX6010,继电器控制柜RP6000,输出控制柜TB6000,位置传感器信号放大柜LE9100等设备主要用来采集现场检测元件、按钮等信号,并对电磁阀等设备输出执行信号。
主要控制功能:
本钢BSP生产线卷取区域控制系统中对卷取机的控制功能有:卷取机的主令控制,QOC控制,夹送辊控制,导尺短行程控制,卷取机张力控制,高速飞剪剪切控制等等,现对卷取机张力控制和QOC控制作主要说明。
卷取机张力控制:
卷取机在带钢未进入之前,即卷取机未“咬钢”,“LOAD ON”信号来之前,卷筒速度由卷取机的速度控制环控制,速度设定由二级系统下发,而在带钢进入卷取机后,为保证稳定卷取和板卷的卷型,则必须保证带钢的张力保持恒定,此时卷筒转变为张力控制。其张力计算如下公式:
张力转矩
Tension Torque
![]()
![]() : Unit tension (Level2 setup)[N/
: Unit tension (Level2 setup)[N/![]() ]
]
单位张力由二级设定
D: Measuring coil Dia[m]
W: Width [mm], h: Thickness[m]
弯曲补偿转矩
Bending Compensation Torque
![]()
![]()
![]() : Yield Stress setup [N/
: Yield Stress setup [N/![]() ]
]
惯性补偿转矩
Inertia compensation Torque
![]()
G![]()
![]() W(
W(![]() ) [kg
) [kg![]()
![]() ]
]
V: Line Speed [mpm]
![]() : Strip Density=7.8*
: Strip Density=7.8*![]() [kg/
[kg/![]() ]
]
厚度补偿转矩
Thickness Compensation Torque
Error: Reference source not found
TH: variable according to thickness
修正转矩
Mech-Loss Correction Torque
TM=Constant
卷筒电机转矩为:
Mandrel Motor Torque Command
T=(TF+TB+TI+TM)+TH
张力控制图解
Error: Reference source not found
QOC控制:
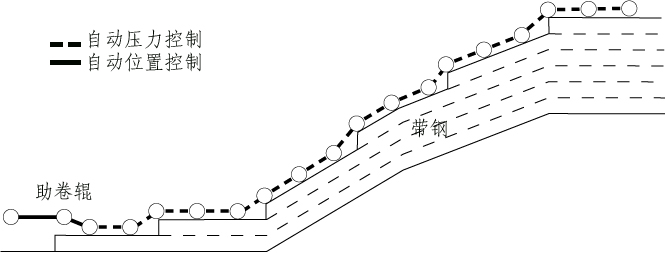
在BSP生产线卷取机采用QOC控制,即助卷辊快速打开功能,此功能有效的避免了带钢头部在进入卷取机时对机械设备的冲击损害,利用LASER(激光检测器)对带钢头部进行精确跟踪,在计算出带钢头部到达助卷辊位置时,通过对助卷辊的伺服液压系统的高速控制使其相应助卷辊迅速跳起,带钢头部穿过后再次压下,从而躲过带钢头部对助卷辊的冲击。目前QOC模式共有三种模式:CF(恒压)模式、QOC1模式、QOC2模式。
CF(恒压)模式的控制方式为:在卷取机咬钢的过程中,助卷辊保持一个恒定压力,所以CF模式并没有助卷辊跳起的过程,因此CF模式只适合带钢厚度比较小,带钢头部对设备冲击比较小的时候。
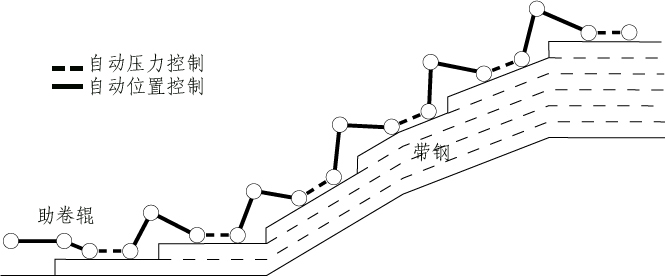
QOC1模式为:助卷辊在卷取机咬钢的过程中采用自动位置控制和自动压力控制交替控制的方式。在计算出带钢头部到达助卷辊位置时,助卷辊从自动压力控制转变为自动位置控制,助卷辊迅速跳起,带钢头部穿过后再次压下,并且在压下的过程中自动位置控制再次转变为自动压力控制,压力设定值由二级下发。
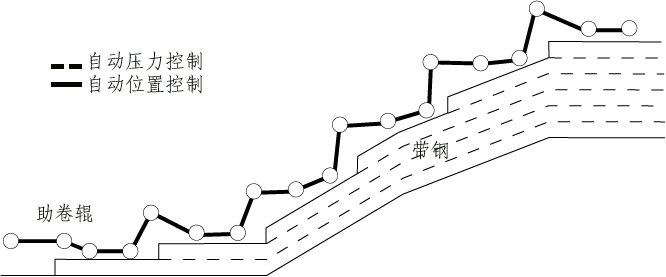
QOC2模式为:助卷辊在卷取机咬钢的过程中采用自动位置控制方式,此种方式适合在卷取厚度比较大的带钢时使用。
QOC控制要求高速控制液压系统,全部QOC控制程序由POL语言编写,由高速处理单元LDPU单元处理,伺服控制的输出由LDPU直接输出,不需经过CPU控制,从而保证了助卷辊的动作高速且精确。由以上三种模式的控制原理可以看出,其三种模式是针对不同带钢厚度的,在轧钢过程中操作人员可根据实际情况选择其中一种模式,也可选择自动,由二级系统根据带钢厚度不同来自动选择。
结束语:
TMEIC公司的MELPLAC和MELSEC系列PLC控制系统,性能稳定,适用于卷取机的复杂且高速的控制要求。目前本钢BSP生产线卷取机控制稳定,工作效率高,对卷型的控制非常有效。
参考文献:
[1]丁修堃.轧制过程自动化[M].北京:冶金工业出版社,2005.
[2]孙一康.带钢热连轧的模形与控制[M].北京:冶金工业出版社,2002.
[3]赵家骏.连轧带钢生产知识问答[M].北京:冶金工业出版社,1997.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



