山西航天清华装备有限责任公司
内容提要 :零件大部分厚度仅为2mm,大端直径达到了590mm,零件的材料为Q345A锻件,材料性能偏软,尺寸及形位公差难控制,且极易变形。通过不断试验,使该零件能够顺利进行加工。
关键词:超薄壁 变形 工装 刚性差
1、引言:
薄壁零件的加工是车削中比较棘手的问题,原因是薄壁零件刚性差,强度弱,在加工过程中极易变形,使零件的形位误差增大,不易保证零件的加工质量。本文从加工工艺、设计一系列防变形工装、刀具加工轨迹优化等方面入手,有效克服了薄壁零件加工过程中出现的变形,保证了加工精度,且加工质量稳定。
2、论述:
2.1、典型案例:
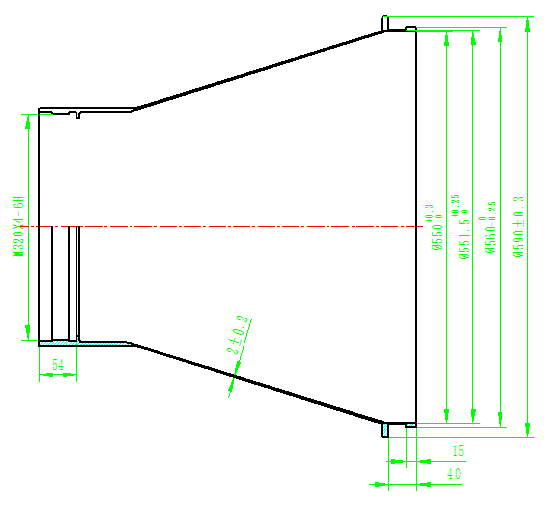
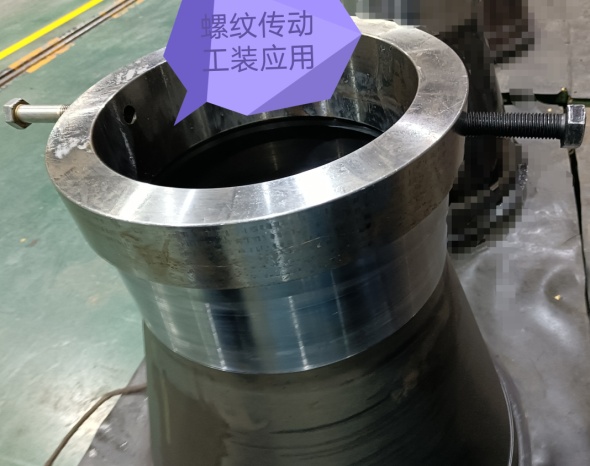
某超薄壁、大尺寸零件如下图所示。材料Q345A锻件,零件大部分厚度仅为2mm,大端直径达到了590mm,要求表面粗糙度全部为Ra1.6mm。`
| |
2.2、加工该零件存在的问题:
1)、零件的材料为Q345A锻件,材料性能偏软,尺寸及形位公差难控制,且极易夹伤工件;
2)、材料去除率在80%以上,加工应力难以控制,变形量大;
3)、加工M320X4内螺纹时由于零件刚性差,按照常规加工方法,螺纹会发生严重“打花”现象;
4)、用常规外切刀加工Φ551.5X25外槽时,零件变形严重;
5)、零件受夹紧力的影响变形严重,装夹找正难度大;
3、改进后技术思路:
3.1 工艺路线改进:增加时效处理,以减少内应力。具体加工路线为:粗加工—半精车内外圆—第一次时效—第二次半精车内外圆—第二次时效—第一次精修基准带—精车左端内螺纹—第二次精修基准带—精车右端内孔—精车外圆。
3.2 机床的选择:选用前置平床身数控车床,使用胶木中心架。
3.3 内孔加工刀具的选择:大锥内孔选用山特维克减振刀,刀杆牌号为:570-3C 60 808-40 三特。安装示意图如下图所示。

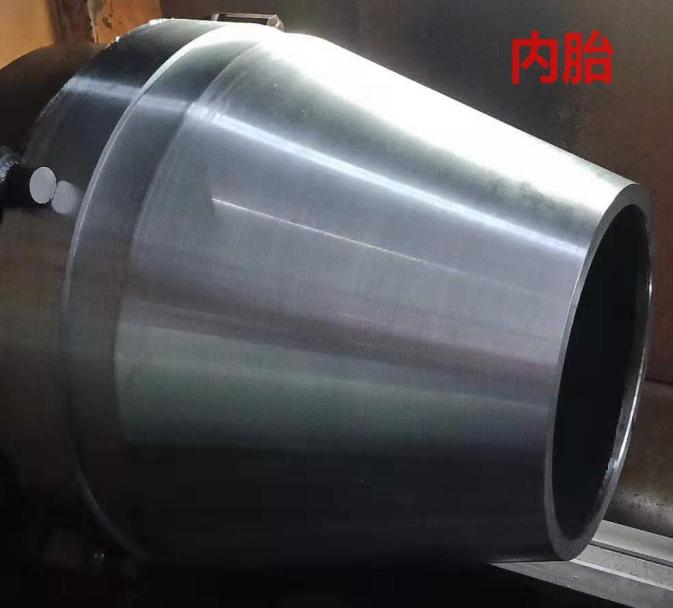
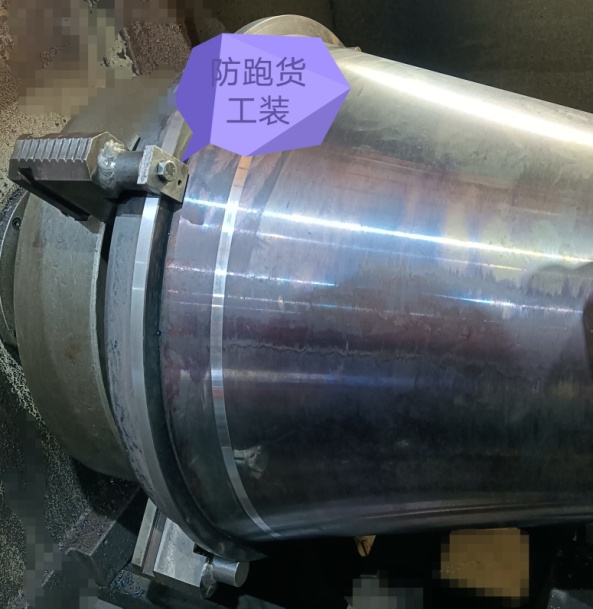
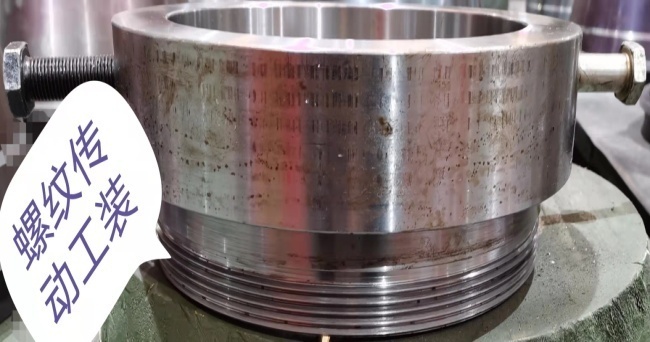
3.4 设计制作的部分专用工装:
| |
| |
| |
这些工装的主要特点是:大幅度增加了装夹的接触面积,靠摩擦力、螺纹传动等原理使零件在装夹和加工过程中径向受力降到最低。
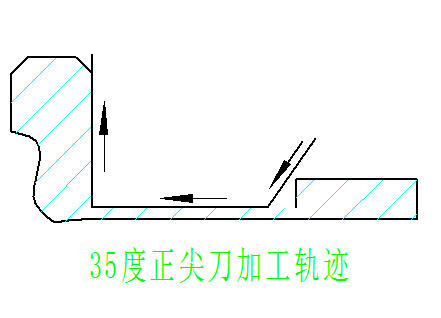
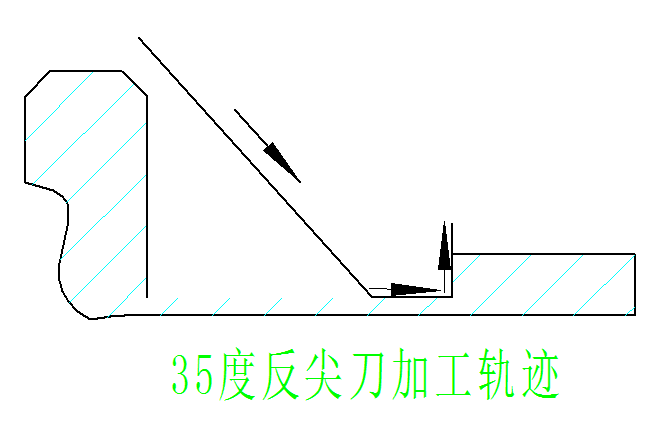
3.5 加工Φ551.5X25外槽:选用两把35度V形正、反外尖刀代替切刀完成外槽加工,且在加工过程中选用刀尖圆弧为R0.4的刀片,以减少零件受到的切削力,减少零件变形,加工轨迹如下图所示。
| |
3.6 加工内螺纹:前段内螺纹在加工过程中以提高切削效率为主,即采用G92快速去除螺纹余量。在后端螺纹加工过程中以保证螺纹质量为主,即采用螺纹拟合法加工,使螺纹在精加工过程中永远处于单边切削,减少零件受到的切削力,达到减少变形、避免螺纹“振动”现象的发生,以下是螺纹加工程序。
O1;(内螺纹加工程序)
S50 M03 T0101; G0 Z10;
G0 X310.0 Z10.0; G0 Z-3.02;
G0 Z-3.0 G92 X[#1] Z-53.5 F4;
G92 X315.6 Z-53.5 F4; G0 Z10;
…… G0 Z-3.04;
G92 X319.2 Z-53.5 F4; G92 X[#1] Z-53.5 F4;
#1=319.0; G0 Z10;
N88 G0 Z10; G0 Z-3;
G0 Z-2.98; G92 X[#1+0.13] Z-53.5 F4;
G0 X310; G0 Z10;
G92 X[#1] Z-53.5 F4; #1=#1+0.1;
G0 Z10; IF [#1 LE 320.0] GOTO 88;
G0 Z-2.96; G0 Z100;
G92 X[#1] Z-53.5 F4; M30;
3.7 技术改进效果:
改进前后加工对比表:
序号 | 项目 | 改进前 | 改进后 |
1 | 尺寸公差 | 产品尺寸超差严重,不能保证尺寸要求 | 合格 |
2 | 形位公差 | 产品变形大,超差严重 | 变形量得到有效控制,一次加工合格 |
3 | 表面粗糙度 | 加工过程振动严重,不能满足Ra1.6要求 | 振动现象得到解决、满足质量要求 |
4 | 交验一次合格率(%) | 46% | 100% |
4、结论:
通过以上从加工工艺、设计一系列防变形工装、刀具加工轨迹优化等方面入手,使该零件的加工合格率达到100%,加工效率提高了2倍左右,产品的表面质量达到Ra1.6左右,达到了产品质量要求,为相似产品的加工提供了成功范例,具有一定的借鉴作用。
参考文献:
[1]顾力平.数控机床编程与操作[M].北京:中国劳动社会保障部出版社,2005
[2]沈建峰、虞俊.数控车工(高级)[M].国家职业资格培训教材编审委员会
[3] 成大先.机械设计手册[M].北京:化学工业出版社,2002

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号