四川红华实业有限公司 四川乐山 614200
摘要:文章分析某工厂20机组3区段供料孔板消堵处理过程中的记录数据时,发现供料孔板存在非均匀堵塞现象,根据实际情况建立了区段内主机供料孔板堵塞情况的对数正态分布模型,通过模拟计算含有单个区段的分离级在不同堵塞程度下的影响,计算结果表明:供料孔板非均匀堵塞会使区段内主机总做功减少,在精料和贫料干管中产生混合损失,区段有效分离功率降低,并且随着堵塞情况的加剧,这些变化的幅度随之增加;当区段堵塞发展到一定程度时,部分主机供料流量会超出安全运行的要求。
关键词:供料孔板;非均匀;堵塞;区段;级联
中图分类号:同位素分离 文章标识码:A 文章编号:
Preliminary analysis of the influence of plugging
on the section of feeding orifice
Yue Maosheng Zhang Wuji Zhang Quanquan Guo Guanghua
(Sichuan Honghua industrial Co.Ltd, SichuanLeshan, 614000)
Abstract: this paper analyzes the data recorded in the process of removing the blockage of the feeding orifice of the section 3 of group 20 in a plant, and finds that the feeding orifice has the phenomenon of non-uniform blockage. According to the actual situation, the lognormal distribution model of the blockage of the feeding orifice in the section is established. Through the simulation calculation of the influence of the separation stage with a single section under different blockage degrees, the calculation results are as follows ,the results show that: the non-uniform blockage of feeding orifice will reduce the sum of separative power of the section, produce mixing loss in the main pipes of enriched stream and depleted stream, reduce the effective separation power of the section, and with the aggravation of the blockage degree, the range of these changes will increase; when the blockage of feeding orifice develops to a certain extent, the feeding flow of some centrifuges will exceed the requirements of safe operation please.
Key words: feeding orifice; non-uniform; plugging; section; cascade
我国铀浓缩工厂大多采用多层架离心级联来生产不同丰度的产品,主机在供料和精料支管中安装了声速孔板,当前多个离心级联都发生过供料孔板堵塞,理化分析结果表明堵塞物成分主要是氟化物,堵塞会造成级联有效分离功率下降,对铀浓缩工厂经济效益造成一定的负面影响,同时也有可能影响安全生产运行。目前研究成果认为氟化物主要是在级联内部产生的[1],且不断向精料方向输运,这说明级联内部氟化物粉末不仅可以在特定部位机组的供料孔板处积累,也可能在级联中其他机组供料孔板和零部件处存在一定程度的堵塞,只是还未发展到可观测的程度。
在某工厂20机组3区段的消堵处理过程中记录了每一个装架内主机供料孔板处氟化物粉末量,粉末量多代表堵塞严重,孔板有效流通面积越小,以粉末量代表孔板的堵塞程度,引入主机供料孔板堵塞率k,其定义方程如(1)所示:
| (1) |
其中,S0为主机供料孔板未出现堵塞时的有效流通截面积,S为堵塞后供料孔板的有效流通截面积。
堵塞越严重,孔板的有效流通截面积越小,因此堵塞后的供料孔板流通截面积可表示:
| (2) |
同一分离级的主机流体状态参数分布在平均值±5%范围内,对分离性能的影响可以忽略[2],因此本文以堵塞率每10%为一个统计区间。根据统计数据绘制出20机组3区段内堵塞率分布的分布频次图,如图1所示。
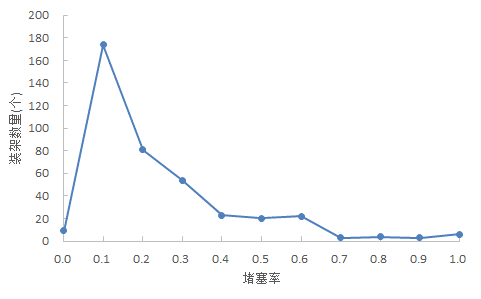
图1 20机组3区段堵塞率分布
从图中可看出,区段内各个装架的堵塞程度是不均匀的。其主要特点是在某一程度堵塞附近的装架较多,然后向较轻和严重两个方向的装架数量逐次减少。
通过对分布趋势深入研究发现,此曲线分布与常见的正太分布、泊松分布、指数分布等均不相同,跟对数正态分布却极为相似。设X为随机变量,若Y=In(X)服从平均值为μ,方差为σ2的正太分布,即Y~N(μ,σ2),则称X服从对数正态分布,其概率密度函数f(x)如下:
| (3) |
根据概率密度函数f(x)可以计算得到期望![]() ,方差
,方差![]() 。在实际工作中,根据测得的数据,可以直接得到E(X)和Var(X),进而能够推算出平均值和方差。
。在实际工作中,根据测得的数据,可以直接得到E(X)和Var(X),进而能够推算出平均值和方差。
图2中对数正态分布的平均值μ和方差σ2采取的是实测值,可以看出对数正态分布模型所计算出来的堵塞率分布与实测值极为相似,这说明采取对数正态分布模型来描述区段内供料孔板堵塞率符合实际情况,可以比较贴合实际来计算供料孔板非均匀堵塞所造成的影响。
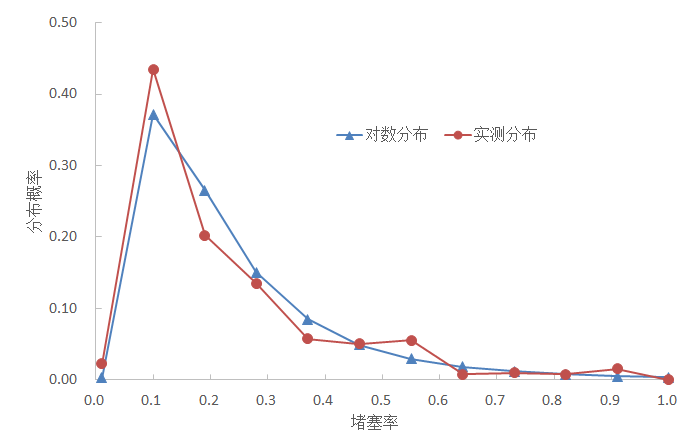
图2 实测分布和对数正态模型对比
在计算中,区段堵塞率k的平均值μ设定比较方便,但由于现在还缺乏对区段内氟化物粉末运动规律的深入研究,无法推算区段内供料孔板堵塞的分布情况,因此供料孔板堵塞率的方差σ2还不能准确计算得到。根据概率统计学,一组分布于0到1数据的方差σ2最大值0.25出现在其中一半数据为0,另一半为1的时候。到目前为止,某工厂仅进行了1次消堵处理,缺乏更多数据的支撑,因此本文假定方差σ2服从以下数学模型:
| (4) |
带入此次消堵处理的区段堵塞率k,计算可得σ2为0.045,而实际值为0.041,偏差近10%,这在初步粗略计算分析供料孔板非均匀堵塞所带来的影响时,仍然是可以接受。
当主机处于工作时,供料孔板满足声速条件,其供料流量与堵塞的关系可描述:
| (5) |
其中,g为流量,kg为孔板系数,P为孔板前压力。
在区段出现供料孔板非均匀堵塞后,各个主机的供料流量会有所差别,而主机的分离性能与工况密切相关,在供料丰度相同时,各个主机的精、贫料丰度就会有所差别,在区段内的精料和贫料干管中就会有丰度的混合。区段内精料平均丰度![]() 和贫料平均
和贫料平均![]() 丰度计算公式如式(6)和(7),区段内混合损失
丰度计算公式如式(6)和(7),区段内混合损失![]() 如公式(8),V(C)为同位素分离专业专用的价值函数。
如公式(8),V(C)为同位素分离专业专用的价值函数。
| (6) |
| (7) |
| (8) |
式中,g+为主机精料流量,C+为主机精料丰度,g-为主机贫料流量,C-为主机贫料丰度。
根据研究,主机的供料孔板完全堵塞时,供料流量被切断,由主机的物理特性推测出存在贫料逆流现象[3],即区段贫料管道中物料流入主机,再从精料流出。这属于比较极端的工况,主机条件参数早已远离计算公式所适用的物理范围,本文不考虑此类工况。计算中若遇到此类工况,直接将其扣除,相当于主机数量的减少。
根据主机流体计算公式,当贫料压力一定时,供料流量减小到一定程度时,精料流量会大于供料流量,这时主机的物理状态也已偏离计算公式所适用的范围。本文计算中若出现这种工况,直接供料流的参数转化为精料流的参数,即精料的流量和丰度等于供料,也就是分流比θ为1,分流比定义见公式(9)
| (9) |
假定一个拥有一定数量主机的区段为模拟对象,设主机平均供料流量8X,供料丰度为3%,区段平均堵塞率为0.24,采用对数正态分布模型的计算结果如表1所示,X为某一单位量。
表1 区段平均值μ=0.24,方差σ2=0.045时单机运行参数
堵塞率k | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1 |
单机流量g | 9.399X | 8.355X | 7.311X | 6.266X | 5.222X | 4.177X | 3.133X | 2.089X | 1.044X | 0.000 |
分流比θ | 0.392 | 0.431 | 0.48 | 0.546 | 0.638 | 0.777 | 1.000 | 1.000 | 1.000 | / |
从表1中单机流量数据可以看出,发生非均匀堵塞后,堵塞较为严重的主机,出现了供料全部流向精料的现象,这势必要增加区段精料干管中的混合损失。主机的分流比与供料流量相关联,主机供料流量的较大差异将会引起分流比的不同,在相同的供料丰度下,主机供料流量的差异会造成精料和贫料丰度各不相同,因此在区段精料和贫料干管中就必然存在混合损失。
主机分离功率与供料流量关系属于凸函数,发生非均匀堵塞后,主机供料流量将有所差异,根据凸函数特性,非均匀堵塞后的主机分离功率之和必然低于堵塞前,因而区段中主机做功将减少。
区段供料孔板非均匀堵塞会造成以下两点:(1)精料和贫料干管中存在混合损失;(2)区段中主机整体做功将会降低。这两点必然导致区段有效分离功减小。
图3更加形象化的展示了区段平均堵塞率逐渐增加时,图中主机数量为无量纲处理之后的数据,各堵塞率下的主机数量分布变化情况。从图中可以看出,随着运行时间的增长,区段整体堵塞情况加剧,堵塞程度轻的主机数量越来越少,堵塞严重的主机数量逐渐增加,堵塞率的分布越来越发散。
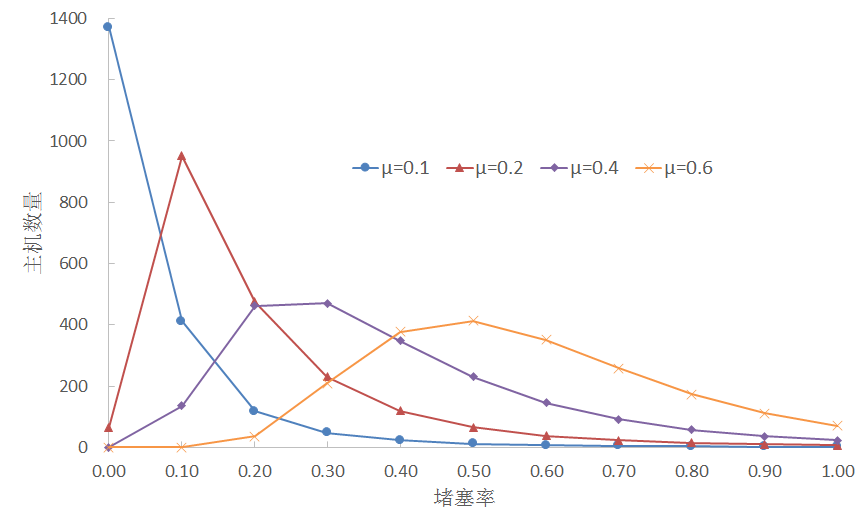
图3 区段不同平均堵塞率下主机数量分布变化
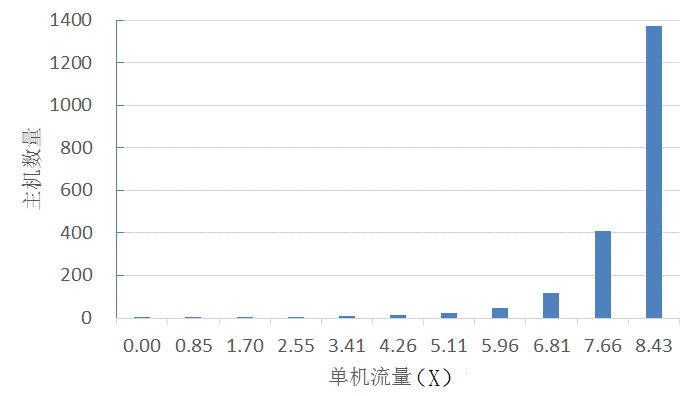
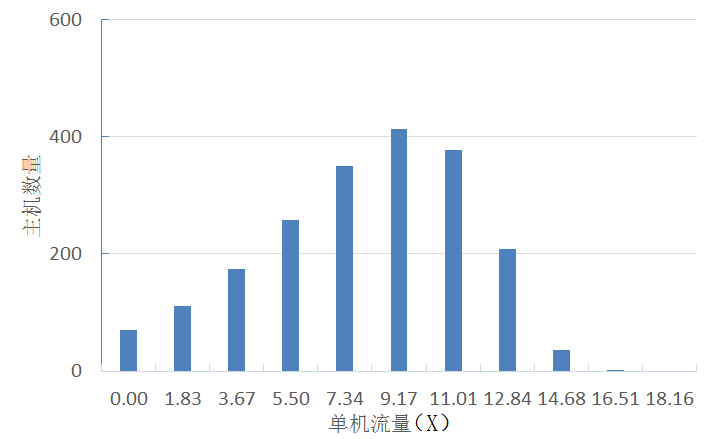
区段非均匀堵塞情况的发生,最显著的特征之一就是单机供料流量产生差异,图4是展示了两种堵塞程度下的单机流量分布图,a是区段平均堵塞率为0.1,b是区段平均堵塞率为0.6。
| |
(a)μ=0.1 | (b)μ=0.6 |
图4区段不同平均堵塞率下主机流量分布
随着堵塞程度的增加,单机流量分布跨度在增加,单机流量的最大值也在不断增加。当堵塞增加到一定程度时,有一部分主机的供料流量已经超出了级联计算时的约束条件,可能处于超载状态,对安全生产运行构成严重威胁,这时就需要进行供料孔板进行消堵处理。
图5中曲线可以看出,主机做功和有效分离功率都是随着区段平均堵塞率的增加而较少,图中分离功率为无量纲处理之后的数据,还可以看出区段中的混合损失是随之增加,都呈现出线性变化规律。
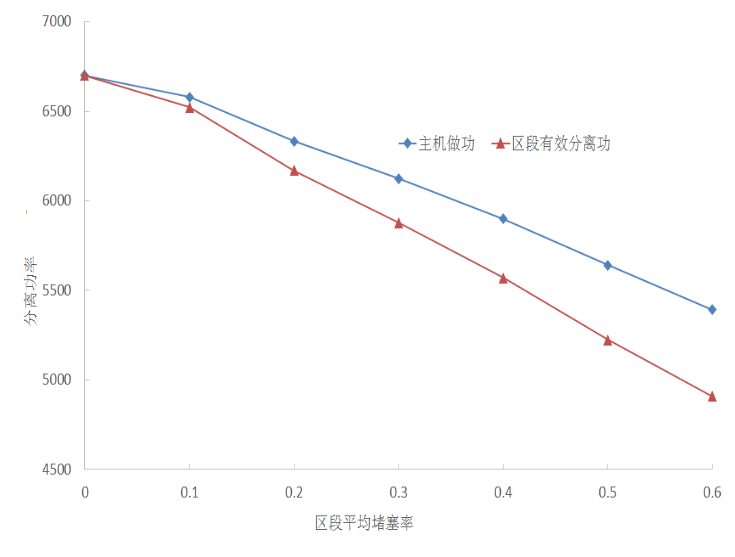
图5 主机做功和有效分离功率随区段堵塞率的变化
氟化物粉末非均匀沉积在主机供料孔板上,造成区段结构参数的改变,会造成流体参数的变化,最终影响到分离性能,改变越大,影响越强。当主机供料孔板出现非均匀堵塞时,主机的供料流量会出现差异,这样造成的影响就是即使主机其他各项参数不变,分离级有效分离功率也有可能下降,从这个角度也可以解释级联有效分离功率逐年下降和理论计算符合性降低的现象。
通过分析某工厂20机组3区段消堵过程中统计的主机供料孔板出粉末量分布,得到了堵塞服从非均匀分布的对数正太模型,计算了不同堵塞程度对区段的影响:
(1)当区段堵塞到一定程度时,部分主机的供料流量会超出级联计算时的约束条件,影响安全生产运行;
(2)供料孔板非均匀堵塞会使主机整体做功之和降低,区段精料和贫料干管内产生了混合损失,区段有效分离功率减小,区段堵塞程度增加时,这些变化的幅度随之增加;
[1] 魏永春,车军,级联内部水分来源的初步分析[Z].上海:2017
[2] 李维杰,闫昊,车军.供料孔板堵塞的测定方法[Z].山西太原:2017
[3] 李维杰,车军,闫昊.供料孔板堵塞对级联分离功率的影响[Z].甘肃兰州:2017
[作者简介:岳茂胜(1990-),男,四川平昌,工程师,硕士研究生,现主要从事级联工艺运维]
7

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号