宁夏东方钽业股份有限公司 宁夏石嘴山市 753000
摘要:铌金属由于其优异的高温性能,在航空航天等领域具有重要应用,随着科技的迅速发展,其需求量也日益增加。在对产品质量进行超声波探伤检测过程中发现,检测结果波动异常,导致产品成材率大幅降低,急需研究出一种检测方法,准确判断棒材内部缺陷。本文通过对检测过程分析,找出影响检测合格率的主要原因,并优化改进,有效提升了铌棒超声波检测合格率。
关键词:铌棒;超声波探伤检测;合格率.
一、绪论
铌金属由于其优异的高温性能,在航空航天等领域具有重要应用,随着科技的迅速发展,其需求量也日益增加[1,2,3]。铌产品也是本单位的一个重要的经济增长点,客户要求必须对铌棒材进行超声波检测才能进行下道工序加工。但是经过对 392批次铌棒材检测后,发现有40批次内部检测结果出现异常,平均不合格率10.2%。目前该检测方法无法准确判断缺陷类型及大小,只能对异常部位切除后计入废料。但切除后发现部分切料内部无缺陷,导致产品成材率大幅降低,生产成本急剧增加,急需研究出一种检测方法,准确判断棒材内部缺陷。
二、实验过程
实验通过制作标准对比试块、选择合适的探头、调节正确的仪器参数等方式,对缺陷准确定性定量,确定铌棒棒材内部缺陷最优的检测方法,过程如图1。

图1.实验过程路线图
人工平底孔标样的制作
精确计算各规格棒材标样人工平底孔埋深位置,结合本单位现有钻头长度及设备能力,标注直径4-20mm,埋深1/2;直径20-150mm,埋深1/4的Φ1人工平底孔位置及铣料尺寸,绘制铌棒各规格棒材( 200*Φ20-158mm )标样试块图纸,参照人工平底孔标准试块制作图纸(图2、图3),确定标样制作方法。制样过程中利用铣刀铣掉部分尺寸满足钻头长度对人工平底孔准确位置的加工。
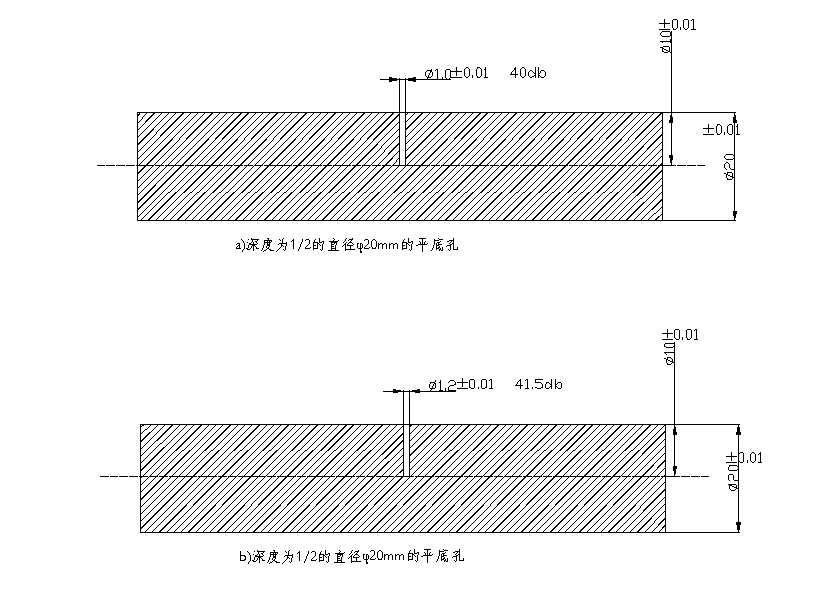
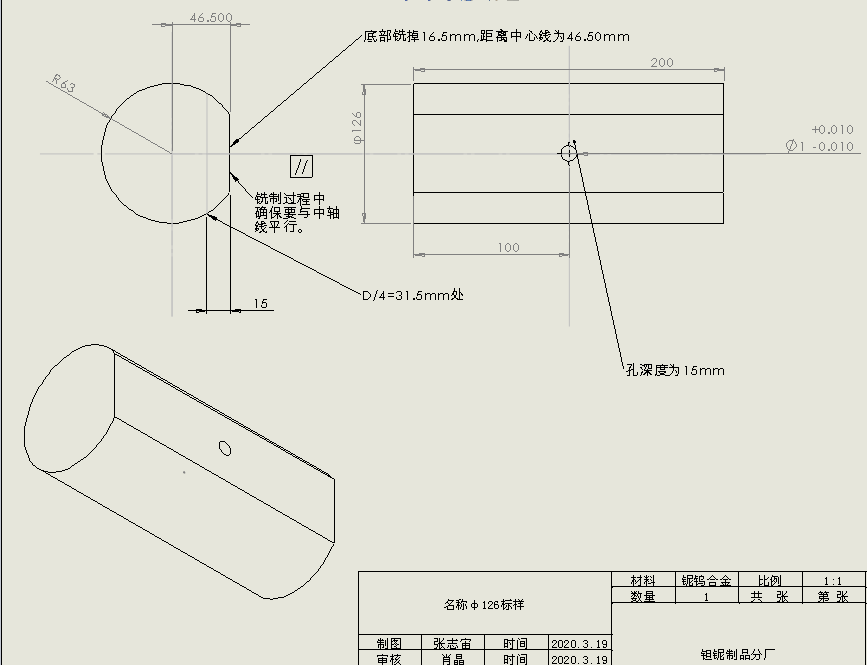
图2. Φ4-20mm棒材标样制作图 图3. Φ20-150mm棒材标样制作图
参照图纸,利用数控机床在样块上制作埋深1/2、1/4的Φ1人工平底孔;根据《无损检测通用规则》、《铜及铜合金、钛及钛合金标准规则》,人工平底孔孔径误差不大于±0.02mm、开孔垂直度偏差不大于±0.1°、其他尺寸误差不大于±0.05mm。
对照《无损检测标准》,对棒材标样表面进行车制抛磨、反复测量,使光洁度(粗糙度)耦合补偿允许范围达到标准数值(Ra≦6.3m)。
探头型号选择
使用2.5Hz、5Hz聚焦探头检测规格为:Φ20、Φ30、Φ45、Φ70、Φ90、Φ126、Φ158铌棒材标准试块,正确调节仪器参数,并记录检测结果。经过检测对比,发现灵敏度、调节参数之间存在的差异,从波型和人工平底孔反射波幅灵敏程度分析,2.5Hz聚焦探头灵敏度最高,确定其作为专用探头检测最终产品。
检测过程中异常波幅问题解决
对大规格Φ90以上铌棒材内部检测出现(杂波高、噪声大、底波严重衰减严重)异常波幅区域进行锯切、线切割从心部到边部掏孔取样、编号,利用便携式检测仪对样块进行逐一检测。经过退火处理后,制作硬度梯度、金像组织检测,最终分析导致检测过程中出现异常波幅的原因。
确定此位置是否存在实质性缺陷:首先利用便携式检测仪对四个样块进行逐一检测,经检测发现1号、2号试样杂波高,底波衰减较为严重,3号、4号波形整体相对1号、2号较好。
其次利用线切割在异常工件上进行掏孔取样,取样位置由中心到边缘均匀分布,制作硬度梯度图(图4)进行观察。从硬态硬度的波动来看,心部1号和边部4号硬度均匀标准差小;2号和3号波动较大,硬度不均匀,标准差大。边部与心部硬度值较大。由于加工不充分,整体锻透性差,从而导致探伤仪检测过程中杂波高、噪声高、回波衰减严重。
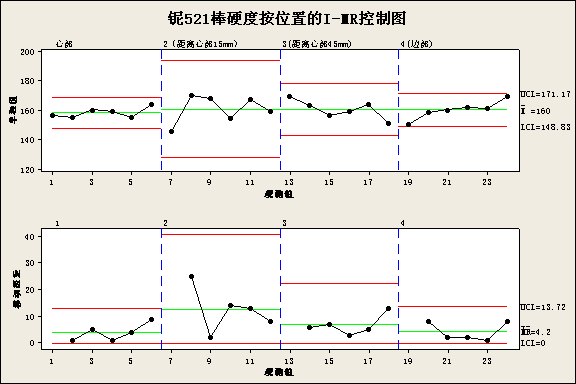
图4.硬态硬度梯度图
最后做金像组织观察,得出结论:铌棒 φ158mm棒材边部、心部悬殊较大,边部晶粒组织为4级,心部组织为2级,从芯部到边缘晶粒逐渐变细。1号、2号、3号、4号明显晶界不连续,锻透性较差。通过金像组织,最终分析出由于晶界组织不连续、不均匀导致检测过程中出现异常波幅。
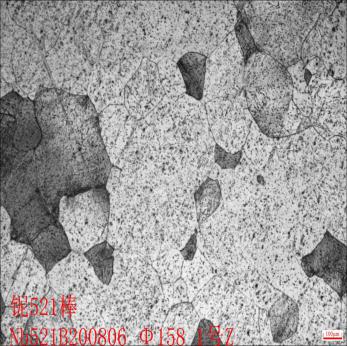
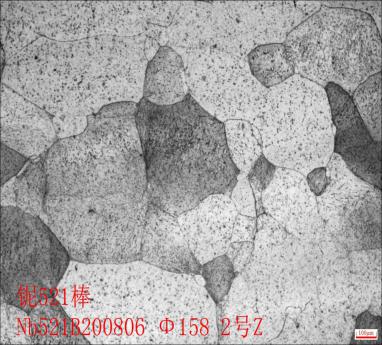

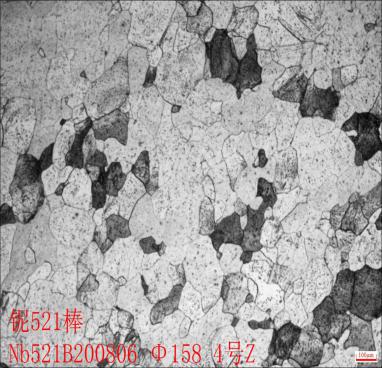
1号晶界组织 2号晶界组织 3号晶界组织 4号晶界组织
图5.检测过程中出现异常波幅对缺陷反射波幅的影响
对因锻透性差引起异常波幅的棒材进行线切割取样,并在样块上制作Φ1.0mm人工平底孔。利用双晶直探头对平底孔进行检测,验证在内部波幅异常情况下,能准确区分缺陷反射波幅的存在。对Φ158铌棒材检测异常区域(杂波高、噪声大)进行线切割取样,并在样块上制作人工平底孔。为避免盲区无法检测,选择用5HZ聚焦20FG双晶直探头进行检测。检测得出,在内部组织造成异常波幅情况下,可以分辨出实质性缺陷反射波幅,因此降低此类产品漏检率。
三、实验验证
1、不定期进行铌棒各规格检测时,已对检测不合格区域进行了锯切、观察,确定了不合格区域存在有深度、长度的裂纹。通过肉眼观察,发现缺陷与便携式超声波检测仪所显示的长度、深度基本一致,证明此类超声波缺陷检测方法是有效的。
2、对照标准利用便携式超声波检测仪检测铌棒各规格内部缺陷。能准确测出产品中1个当量Ф1.0mm高于满幅80%FSH的单个缺陷信号及两处或两处以上长度不小于20mm的连续性缺陷。满足标准中要求且棒材内部不存在8个以上高于满幅(80%FSH)的单个缺陷信号的客户要求,出具客户满意的检测报告,产品已全部发货,未反馈异常情况。
3、共检测245批次一次检验合格率为100%,改进效果良好。
四、实验结论
实验得出,造成铌棒超声波检测合格率低的主要原因是:人工平底孔标样的制作;探头型号的选择;检测过程中出现异常波幅;检测过程中出现异常波幅对缺陷反射波幅的影响。 通过对上述过程的优化改进,可有效提升铌棒超声波检测合格率。
参考文献:
[1]朱宁昌. 在液体火箭发动机中应用的材料[J]. 火箭推进, 1996(06):1-2.
[2]张春基, 胡国林. 铌棒Nb钨合金组织性能及其应用研究[J]. 宇航材料工艺, 2012, 42(001):105-106.
[3]周小军, 王莉, 郑爱国. 铌棒合金及抗高温氧化涂层[C] 中国空间科学学会空间材料专业委员会2011学术交流会论文集. 中国空间科学学会, 2011.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



