内蒙古华电蒙泰不连沟煤业有限责任公司煤矸石热电厂 017000
摘要:真空皮带机多次发生因皮带跑偏引起的全线停机故障,严重影响电厂的生产运行。皮带跑偏是真空皮带机最常见的故障,其原因是两侧纵向张力不同而产生侧向力。根据纠偏原理,加装了各类纠偏装置,并采取综合措施,取得了良好效果。
关键词:皮带输送机;输煤皮带;皮带跑偏;纵向张力;侧向力;托辊;纠偏装置
1皮带跑偏的原理分析
1.1皮带跑偏受力分析
皮带受力示意图见图1,FN1、FN2分别为皮带两侧纵向张力作用于托辊上的正压力;Fr1、Fr2分别为托辊作用于皮带两侧的摩擦力。正常情况下,皮带两侧纵向张力对称相等,即FN1=FN2、Fr1=Fr2,皮带位于输送机中心位置,即O-O与O'-O'重合。如果皮带右侧纵向张力大于左侧时,即FN1<FN2,则有Fr1<Fr2,皮带将向右侧跑偏,反之向左侧跑偏。通过以上分析,凡是能够引起皮带两侧纵向张力不等的因素,均可导致皮带跑偏。

1.2皮带跑偏原因
①皮带头、尾部滚筒轴线与皮带机中心线不垂直。这种情况可能是安装问题或调整不到位,也可能是在运行过程中,滚筒轴承座固定螺栓及限位调整螺栓松动造成的。滚筒轴线与皮带机中心线不垂直,可直接导致皮带两侧一松一紧,纵向张力不同。
②皮带机同侧托辊故障偏多。皮带机在某段长度范围内,同侧的故障托辊偏多,如托辊轴承破损或托辊不转、托辊支架损坏变形等,使皮带与托辊之间阻力加大甚至滑动,致使该侧摩擦力、侧向力增大。不但导致皮带跑偏,还能严重损伤皮带,这类故障运行现场最为常见。
③落点偏离输送机中心线。由于粒度和湿度差异较大,储量也存在波动,致使落点偏离皮带机纵向中心线,其冲击力直接转变为皮带侧向力,同时形成偏载,甚至导致整段皮带全线跑偏。
④皮带接缝不正。皮带硫化接头的接缝与其纵向中心线垂直度不够,直接导致皮带两侧松紧不一,运行时出现侧向力而跑偏。
⑤其他综合因素。皮带跑偏有时是个别点的单独或综合因素造成的。例如个别滚筒、托辊、衬胶及表面破损、清扫器工作状况欠佳及角度、位置不正等,均可造成皮带两侧纵向张力不等,出现跑偏。
2纠偏装置原理分析
2.1调整托辊组轴线倾角对皮带的影响
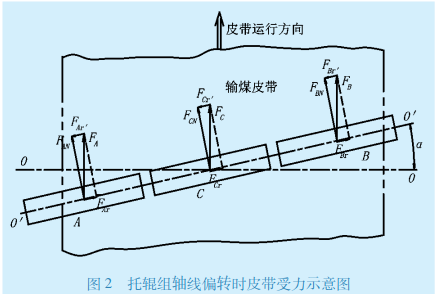
槽形上托辊组由A、B、C3个托辊组成(见图2)。正常运行时,皮带中心线与托辊组轴线垂直,且位于皮带机中心。运行过程中,皮带向右侧跑偏时,托辊组轴线整体逆时针偏转α角度,皮带给各托辊的作用力分别为FA、FB、FC,与皮带运行同向。以托辊A为例,FA可分解为与轴线平行的FAr和与轴线垂直的FAN。其中FAN使该托辊绕轴线旋转,FAr为皮带给托辊的摩擦力,且FAN=FA·cosα;FAr=FA·sinα。与此同时,皮带也受到托辊的摩擦力F'Ar,且与FAr大小相等方向相反。同理有FBr'、FCr'(见图2)。FAr'、FBr'和FCr'3个摩擦力将克服托辊跑偏的侧向力,使皮带复位。由此可见,整体偏转角度的调心托辊组,可有效调整和抑制皮带跑偏,这就是皮带纠偏装置的工作原理。
2.2两侧托辊前倾对皮带的影响
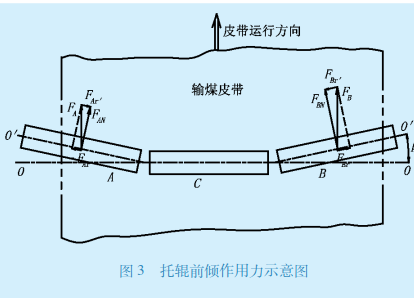
当皮带向右侧跑偏时,若将A、B两侧面托辊轴线向皮带运行方向倾斜β角度(见图3,由O-O线转为O'-O'线),此时,皮带给两托辊的作用力就会因接触长度不同而不等。如图3所示,B托辊接触长度大于A托辊,则FA<FB;皮带给托辊的摩擦力分别为FAr和FBr,同时皮带也受到托辊的反摩擦力为FAr'和FBr',且与FAr和FBr大小相等,方向相反。FAr'=FA·sinβ,FBr'=FB·sinβ,可知FAr'<FBr'。两者的差值即为皮带向左复位的侧向力,这是前倾托辊防止皮带跑偏的原理。
3防范跑偏措施分析
3.1采用纠偏装置
皮带跑偏至极限位置时,其侧面与该侧立辊接触摩擦,托辊支架获得偏转力矩,带动托辊组整体绕其转轴偏转α角度,其产生的侧向力可抑制皮带跑偏。由于偏转角在10°左右,侧向力有限,纠偏装置需要按1∶15的比例间隔安装于普通托辊之间。由于结构原因,跑偏皮带复位后,可调心托辊组的转角无法及时回调,导致皮带左右循环偏移,这是部分纠偏装置的弊端。另外,纠偏装置相对复杂,成本高,现场运行条件差,致使部件失效、托辊偏转失灵等现象时有发生。
3.2采用前倾托辊
前倾托辊组与普通槽形托辊组一样,通过托辊支架固定在输送机机架上,2个侧面托辊向皮带运行方向倾斜2°~3°,其侧向力可有效制约皮带跑偏(见图3)。但由于前倾角度小,侧向力有限,需要按3∶7的比例间隔安装。前倾托辊运行稳定、可靠,但托辊的前倾可增加运行阻力,使用时应考虑到这一点。
3.3采取综合措施
①对各段皮带输送机的头、尾部滚筒安排专人负责,定期检查与不间断巡查相结合,保证滚筒轴线与输送机纵向中心线的垂直度,保证滚筒轴承座固定及限位调节螺栓紧固可靠。
②对皮带机托辊的检修保养按段管理,及时发现问题,及时处理,储备充足备件,随机更换与定期更换相结合,尽量保证托辊无故障运行。
③对重要部位的调节挡板进行改造,将转轴轴套改为全密封轴承,调节部件材质为304不锈钢,使调节挡板转动灵活,调节自如。同时,注重对其它调节挡板的维护检修,以保证随时可控、可调。
④严格把控皮带硫化接头的技术操作,安排指定人员进行操作,按照GB10595—2015《带式输送机》要求组织验收。
⑤加强系统运行的综合管理,对可导致皮带跑偏的各种因素,例如皮带张紧力的调整,皮带老化及破损情况,各类清扫器的工作状况、位置等都要严格监控,做到早发现,早处理。
结语:
真空皮带机是多种设备联合运行的大动态系统。真空
皮带跑偏始终伴随着系统的运行,不可避免。研究和分析皮带跑偏原理,掌握其发生的原因和规律,可以有针对性地采取措施,加强预防,有效减少皮带跑偏的发生。
参考文献:
[1]李玉洁,贾晓梅.铁岭电厂输煤控制系统[J].东北电力技术,2001,22(8):29-30,43.
[2]剧金伟.胶带机跑偏的原因及调整[J].技术研发,2012,19(5):202-205.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



