摘要:通过对水轮发电机组安装、调试、运行过程中导水机构出现各种缺陷原因分析、处理,从而为类似机械故障提供参考依据。
关键词:武都电站;顶盖焊缝、漏水;导叶、顶盖拉伤;导叶间隙、增大;分析、处理
武都水电站是是涪江上游干流最后一级坝后式电站,电站位于河床左岸,承担部分调峰的中型水电站,电站装机容量3×50MW,额定水头64m,单机额定流量86m³/s,设计年发电量6.1亿kWh,年利用小时数4064小时。三台发电机组分别接成 发-变组单元接线,各经一台6.3万千伏安的变压器升压到220kV,送至江油河西220kV变电站并入四川省网。 额定功率50 MW,总装机容量150MW,保证出力35 MW,多年平均发电量6.2亿kWh。
电站水轮机型号为HLD267-LJ-320立轴混流式水轮机,金属蜗壳,包角345°,金属弯肘型尾水管,与发电机轴直接相连,俯视顺时针旋转。水导轴承采用L-TSA46汽轮机油润滑分块瓦式轴承,非同心轴瓦共8块,间隙用楔子板调整;
水轮机导水机构是导叶及导叶的传动零件一起组合起来的零部件的总称,其主要作用:根据电网系统负荷的变化,控制进入水轮机的流量,调整机组负荷;形成和改变进入转轮的水流环量,以满足水轮机对进入转轮前水流环量的要求,保证机组正常启动、运行;在机组停机时关闭导叶截断水流。,因此要求导水机构必须操作灵活、可靠。导水机构按制造技术要求应在制造厂内进行预装和操作试验,导水机构包括导叶、顶盖、底环、控制环和传动结构等。
导叶为整铸结构,材料为ZG06Cr13Ni4Mo,导叶数量24个,导叶瓣体高度912mm,分布圆直径3606mm,,导叶端面间隙为0.2-0.5mm;导叶采用三支撑结构,导叶轴瓦采用具有自润滑想你的钢背材料,导叶中轴套设有一道O型橡胶密封圈,以减少渗漏;每个导叶设一套剪断销信号装置,以便导叶卡阻时发出异常信号。导叶设有全开、全关装置,当导叶剪断销剪短时,导叶不会来回摆动,碰撞转轮。利用配作的导筒压垫环作为导叶止推装置,导叶连杆备有连板偏心销装置,方便工地安装检修时调整。
顶盖采用钢板焊接结构,材料为Q235B钢板。其最大直径Φ4220mm,具有足够的强度和钢度,保证顶盖在水轮机充水运行时,导叶分布圆处顶盖上抬量小于0.05mm。内侧焊有耐磨性强不锈钢固定止漏环,材料为0Cr18Ni9,下端过流面焊有10mm不锈钢抗磨板。
底环由Q235B钢板焊接而成,具有足够的钢度,防止1充水时变形。导叶下轴套采用具有自润滑性能的钢背复合材料,底环内侧焊有耐磨性强不锈钢固定止漏环,材料为0Cr18Ni9;上端过流面焊有15mm不锈钢抗磨板,材料为0Cr13Ni5Mo。
控制环采用Q235钢板焊接结构,其底面和侧面设有铜基复合材料抗磨板,控制环通过两个推拉杆与接力器相连接来操作整个导水机构的传动装置。
设备情况
(一)顶盖漏水缺陷情况及处理
武都电站三台水轮发电机组安装、静态调试完成具备充水条件后,开启尾水闸门对机组进行充水试验,充水完成后发现三台机组顶盖减压环圆周和立筋板焊缝交接处存在不同程度漏水现象。
原因分析
业主组织厂家、安装单位相关技术专家通过现场堪查、结合现场实际情况,得出结果是顶盖在制造厂制作加工焊接时,在减压环圆周焊缝未完成焊接的情况下,组装定位焊接了立筋板,那么立筋板厚度遮挡部位环缝是无法焊接的,,属于焊接施工工序搞反造成造成焊接质量缺陷焊接质量不符合要求(见图1),因此造成焊接缺陷,出现漏水现象在所难免。按照正常施工工序,顶盖减压环圆周焊缝焊接必须全部完成后,再组装立筋板进行施焊,这样才能保证减压环与立筋板交接处的T型焊缝焊接的完整性,达到焊接质量要求。
防止措施
如果将顶盖拆除返厂处理难度太大,需要将安装调试完成的水轮发电机组全部解体拆除,工作量太大,时间不允许,因此通过厂家技术人员、监理、业主和安装单位共同分析讨论,得出处理意见:将已安装调试完成的导水机构及附属管路全部拆除,腾出空间,便余焊工施工作业,首先,在保证施工通风良好、作业人员安全的情况下,采用碳弧气刨将渗漏部位焊缝全部刨除、清根,清根后用砂轮对坡口进行修整,保证焊接坡口符合要求,按照钢结构焊接技术要求,采用烘培后的507焊条进行施焊,为了减少顶盖焊接变形和焊接应力,根据顶盖的结构特点和坡口形式,选择合理的焊接顺序,要求分段退步焊和多层多道焊的焊接工艺,焊接中间层时采用电搞敲击消除应力。焊接完成后清除药皮和飞溅,对全部焊缝进行外观检查,表面无气孔、夹渣、咬边等缺陷,然后采用超声波无损探伤对全部丁字焊缝和50%其余焊缝进行检查,检查结果全部焊缝合格。
运行效果
按照水轮发电机组安装技术规范要求回装、调整水轮机导水机构并调试完成,打开尾水闸门对尾水肘管平压,检查顶盖无渗漏现象。机组运行至第一个大修周期,未出现顶盖焊接漏水缺陷,在机组大修时对顶盖全部焊缝采用了超声波无损探伤,顶盖焊接无缺陷,运行状态良好。
导叶端面与顶盖、底环拉伤情况及处理
电站机组每年检修时,检查发现顶盖、底环与导叶端面均有不同程度拉伤,严重的产生少量积销瘤。积销瘤深度、宽度最大达到10mm,长度在导叶全关到全开弧度方向,三台机组都出现过导致剪断销剪短现象。(见图2)

原因分析:
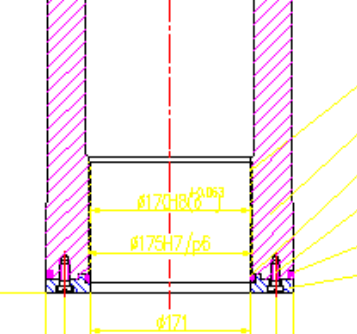
造成导叶顶部与顶盖拉伤的的根本原因是:说明制造厂家生产的导水机构在厂内未进行预装,没有保留导叶上浮移动时,止推环应与活动导叶上轴肩接触后,而导叶上端面与顶盖抗磨面之间0.05-0.10mm间隙,导筒底部装配的青铜基材料压垫(止推)环与活动导叶上轴肩间隙过大,当机组在某种工况运行时出现导叶上浮情况,此时导叶上端面与顶盖不锈钢抗磨面接触摩擦时,压垫(止推)环与活动导叶上轴领之间还存在间隙,压垫(止推)环未起到限位止推作用。见图3
防止措施
以1号机组为例, 2021年3月,武都电站对1号机组进行了扩修改造。针对导叶、顶盖拉伤现象,聘请东电厂家专家进行了专题讨论,从以下三方面进行解决。1、在止推环与导筒之间增加一定厚度垫片,当导叶上浮移动时,止推环应与活动导叶上轴肩接触,而导叶上端面与顶盖抗磨面之间还应有0.05-0.10mm间隙,确保导叶上端面与顶盖抗磨面不能接触而出现拉伤产生积销瘤。按以上装配工艺要求,检修单位在每个导筒与止推环之间加入不同厚度不锈钢垫片(不锈钢垫厚度规格为0.02、0.03、0.05、0.10mm)进行预装配,使每个导叶上轴肩与抗磨环接触后,保证导叶端面与顶盖抗磨面都保证0.05-0.10mm间隙,装配完成后,按照设计要求调整导叶上、下端面间隙至设计间隙。装配时更换了导筒全部密封圈。2、检查顶盖发现10#、11#、12#、14#拉伤最严重的部位在导叶轴领外圆与顶盖配合孔边缘处,拉伤深度、宽度最大达到10mm,,圆周方向长度达1/4,经厂家专家现场勘察分析确认,采用现场补焊、修磨处理,通过厂家专家与电站技术人员、检修单位讨论研究、精心组织修复工艺。为了减小修复过程中的焊接变形,采用焊接发热量少、变形小的氩弧焊对拉伤严重部位进行分段、多层多道焊的焊接工艺,焊接后对所焊接部位采用锤击消除应力措施,全部焊接完成打磨抛光,修复部位采用钳工平尺检查抗磨面平面度及表面粗糙度,修磨至合格并用该位置活动导叶进行预装,直至符合规范要求。(见图4/5)。三、对导叶上、下端面拉伤不严重的6#、10#、11#、12#、14#、15#、16#进行修磨处理至合格,采用钳工平尺检查导叶端面修磨后的平整度和粗糙度至合格,修磨后端面与立面垂直度合格。(见图6)
 图4 顶盖修复前
图4 顶盖修复前
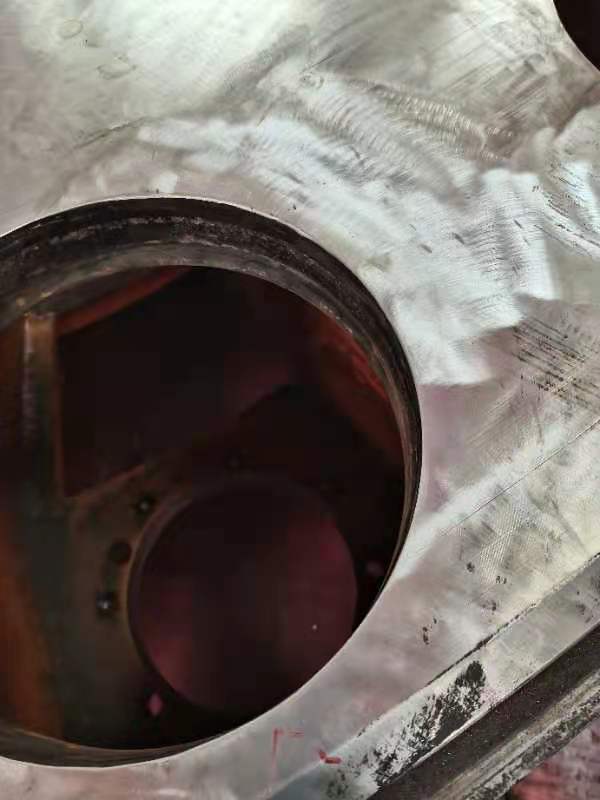
图5 顶盖修复后
导叶拐臂销松动上拔缺陷及处理
武都电站水轮发电机组导叶开度和拐臂组装配合后,导叶的开启和关闭传动力矩依靠拐臂通过两锥销传递导叶,从而实现导叶开启和关闭。
武都电站机组在历年检修过程中检查发现,在接力器全关状态、调节导叶立面间隙及压紧形成的偏心销位置未发生变化的情况下,部分导叶立面存在间隙,进一步分析检查发现是拐臂与导叶传递扭矩的锥销松动上拔,拐臂转动存在空形程,即拐臂转动一定角度后导叶才开始转动。因此,当接力器完全关闭后导叶不能完全关闭而使立面出现间隙,从而造成机组停机困难或机组停机完成制动退出后机组又转转动等不安全因素。
原因分析
武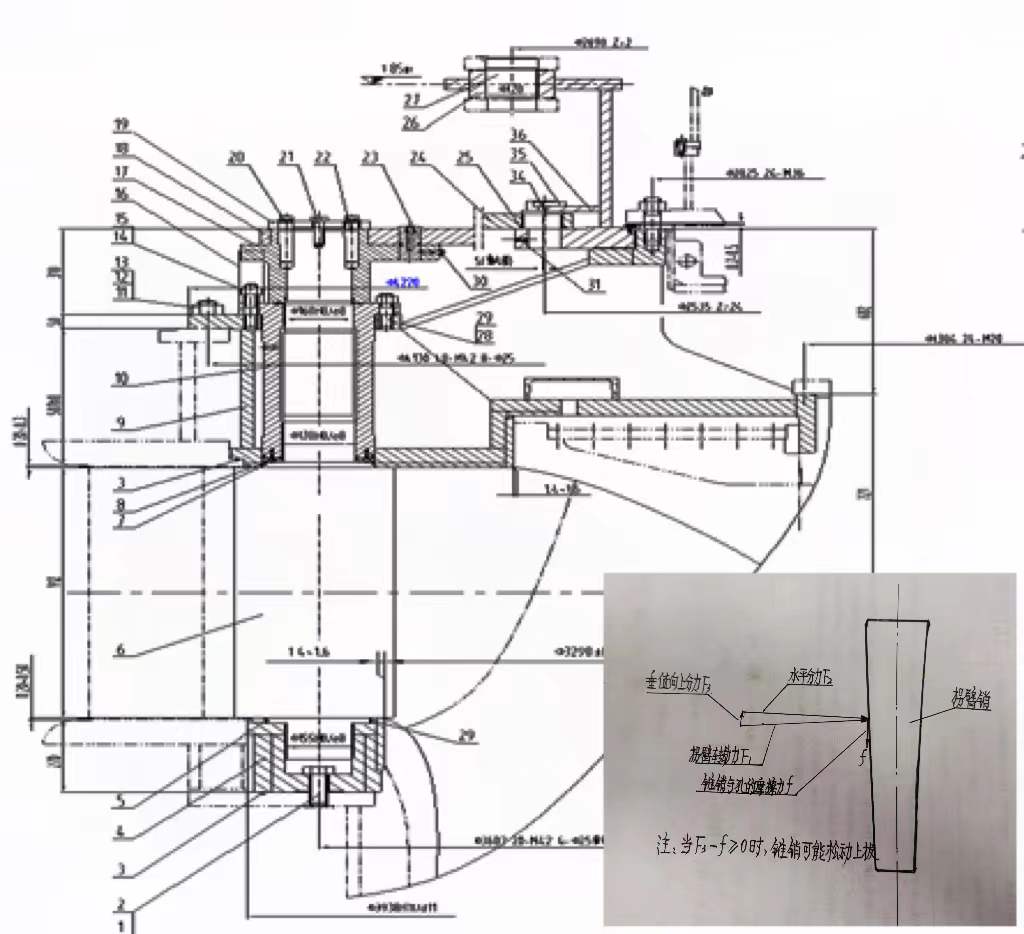
![]()
拐臂转动空形程位置
图表 6
都电站机组导叶拐臂销厂家采用的是直径为30mm、长度150mm,锥度1:20圆锥销,由于圆锥销结构特点决定,该销孔在拐臂和导叶上轴颈各占一半,拐臂与导叶装配后形成一锥销孔,销与销孔把紧后,销对销孔存在一垂直向下摩擦力f1,销孔对销存在一垂直向上摩擦力f2,两摩擦力形成一平衡力,当导叶开启或关闭过程中,接力器传递给拐臂的转动力矩作用在锥销时有存在一向上分力F2,以上两力的叠加大于圆锥销与销孔的摩擦力f,即F2+f2-f1≥0时,该锥销就可能松动上拔(如图6)。拐臂转动传递给销再带动导叶转动时就存在不同部现象,即拐臂转动一角度后导叶才开始转动。
防止措施
厂家虽然设计有一螺纹堵头,安装在拐臂顶部调节导叶端面间隙的支撑板上,用来顶压圆锥销,但该螺纹堵头设计过短,其全部拧入后与圆锥销顶部之间还存在30-40mm间隙,该堵头不能起到防止圆锥销松动的作用(如图2)。为保证水轮发电机组安全稳定运行,保证机组结构、性能、工况的完好,因此增加M20×(40-60)螺栓,防止拐臂导叶传动锥销松动,共48颗,见图7(一台机组)。

(图7)
施工方法是采用M20×60长全丝螺栓,在螺栓端部直径上铣出一宽3.0mm、深5.0mm直槽,便于使用平口改刀拧入锥销顶部螺孔(如图7),安装时,将螺栓拧入锥销螺孔,根据锥销顶部到导叶调节支撑板面的距离,调整螺栓拧入深度,保证螺纹堵头丝牙拧入至少4-5丝。每台机组48颗螺栓和螺纹堵头全部安装完成(如图8),在导叶完全关闭的情况下检查导叶间立面间隙全部合格。机组运行一年内未出现停机困难和停机后这转动现象,一年后机组检修时检查导叶立面间隙未出现不合格情况。

(图8)
参考文献
卢进玉 某混流式水轮机转轮止漏环摩擦失效分析[J].水电站机械设备维护及故障分析技术。2019(10)69-82
张诚 陈国庆 水轮机导水机构的检修[J].水轮发电机组的检修2011(5)10-80
![]()
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号



