中航西安飞机工业集团股份有限公司, 陕西 西安 710089
【摘要】本文以飞机超宽蒙皮零件成形为研究对象,通过组合分段将整片蒙皮分成不同曲率段,对双曲率较大的型面拉伸成形,保留拉伸过渡区,对过渡区及未成形的较小双曲率部分或单曲率部分进行滚弯成形。最终以较低的材料成本完成生产任务,且达到90~93%的材料利用率,减少了生产过程中的制造浪费,研究效果明显。
关键词:双曲率 单曲率 拉伸 滚弯
1 引言
飞机制造业中,随着飞机载重的增加,机身蒙皮的尺寸也逐渐变大。各机型中开始出现一种宽度方向超过2000mm的超宽蒙皮。市面上常用铝合金板材的宽度为2200mm。该类零件整体上常为双曲率蒙皮,中间部分双曲较大,两端部分横向曲率大,需采用拉伸成形的工艺方法。
现常用纵向拉伸的工艺方法来成形此类零件,但由于蒙皮宽度方向曲率较大,且展开后多呈梯形,在拉伸时窄端需要采用特制钳口进行拉伸,并且需要加长零件拉伸过渡区以消除钳口弯曲产生的褶皱。以某零件为例,蒙皮零件的尺寸为2750 mm ×2000 mm,而纵向拉伸所需毛料尺寸为6000mm×2400mm,材料利用率仅为38.19%,浪费非常严重。若采用常规横向拉伸的工艺方法,所需毛料尺寸3100mm×2980mm,但这种板材市面上难以采购,且费用昂贵采购周期长。
2 零件技术原理及方案
本文拟采用通过对零件进行曲率分段后,将不同曲率段分段成形的组合式工艺方法进行零件制造。蒙皮零件尺寸2750 mm ×2000 mm,现所需毛料尺寸为3000 mm×2200 mm的常规铝板。
沿蒙皮长度方向提取多个截面进行曲率分析,得到不同截面的曲率分布段。根据曲率分布段的分布,将蒙皮分为单曲率区域1,双曲率区域2,见图1所示。在划分区域时,在双曲率区域基础上,两侧分别增加宽度为S/2的单曲率区域,作为拉伸成形区域,S为滚弯成形时下滚轮的中心距,以消除后续滚弯成形工序造成的直线段。
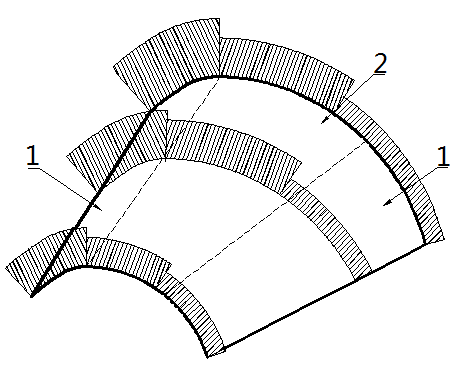
图1零件曲率分析示意图
单曲率区域1划分的原则为: ![]() ;双曲率区域2的划分原则为:
;双曲率区域2的划分原则为:![]() ,式中A为截面最高点与零件两端点所在直线的距离。L为截面上两端点之间距离,见图2所示。
,式中A为截面最高点与零件两端点所在直线的距离。L为截面上两端点之间距离,见图2所示。
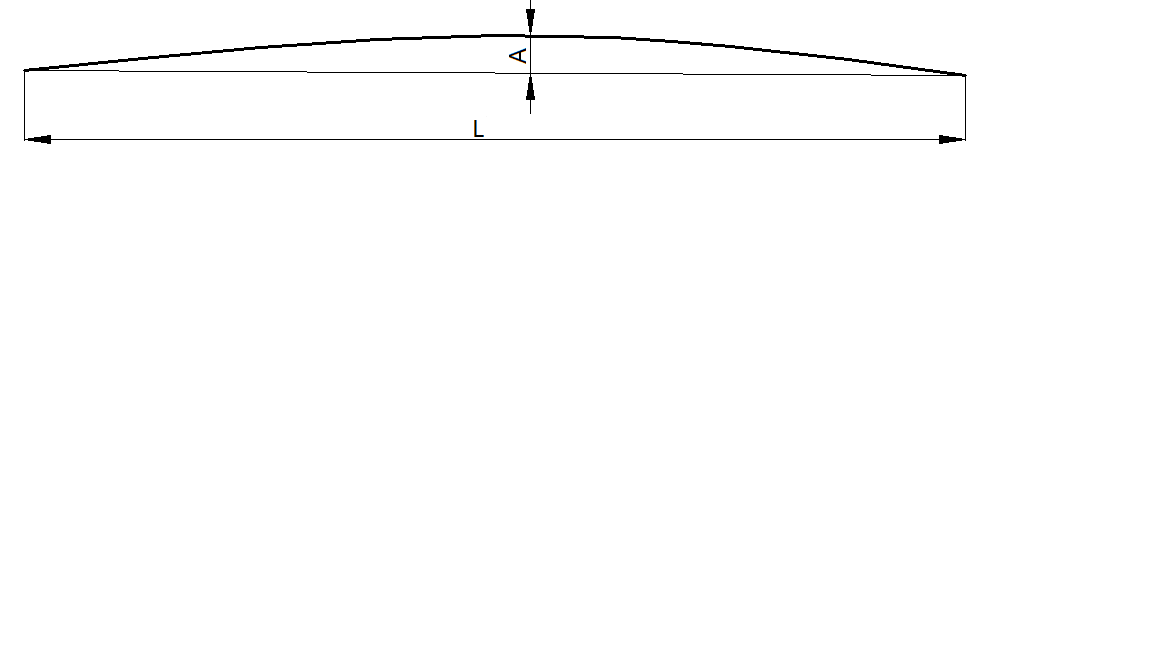
图2零件长度方向截面示意图
3 零件成形过程
3.1 双曲率区域拉伸成形
将蒙皮的拉伸成形区域使用相应的工装进行拉伸,保证拉伸模3的圆角为R≥15mm。拉伸成形时,将毛料装夹到拉伸模3上,拉伸机钳口4将毛料加紧后,对零件进行拉伸,拉伸过程中保证蒙皮与拉伸模接触部分6贴合的同时,需使拉伸过渡区5与拉伸模3边缘保持相切,拉伸机钳口4与拉伸过渡区5保持平行。
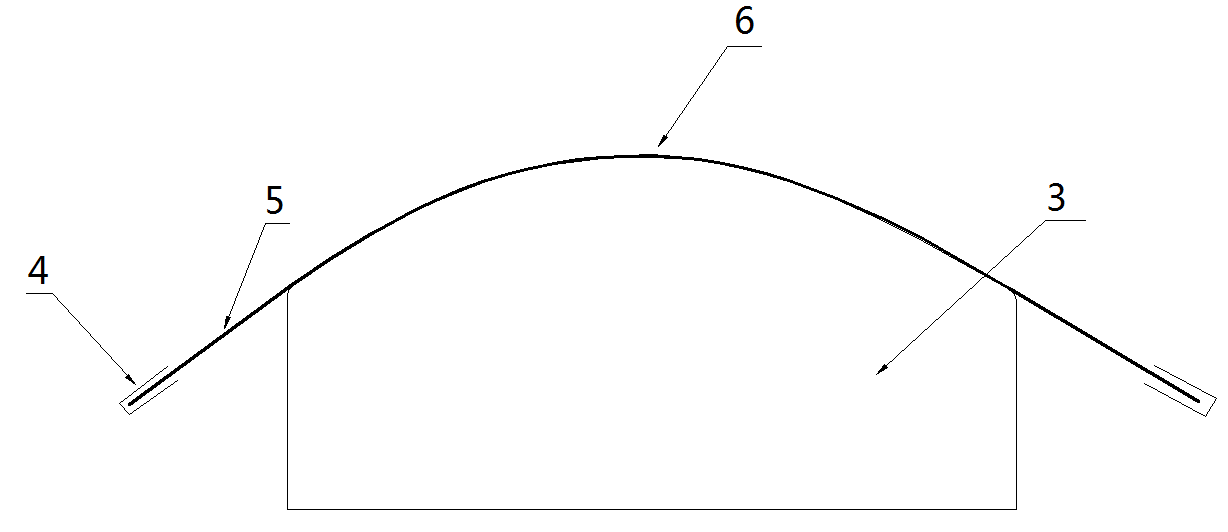
图3拉伸成形过程示意图
3.2 单曲率区域滚弯成形
将零件未成形区域7进行滚弯成形。通过调节上滚轴7与下滚轴8之间的距离,调整成形曲率。滚弯时,由双曲率区域与单曲率区域之间交界处向外延伸 ,作为滚弯成形的开始区域9,由内向外加工,同时采用垫层板10的方法消除滚弯工艺产生的边缘直线段。滚弯成形后,将拉伸时钳口夹持部分及零件多余部分切除。
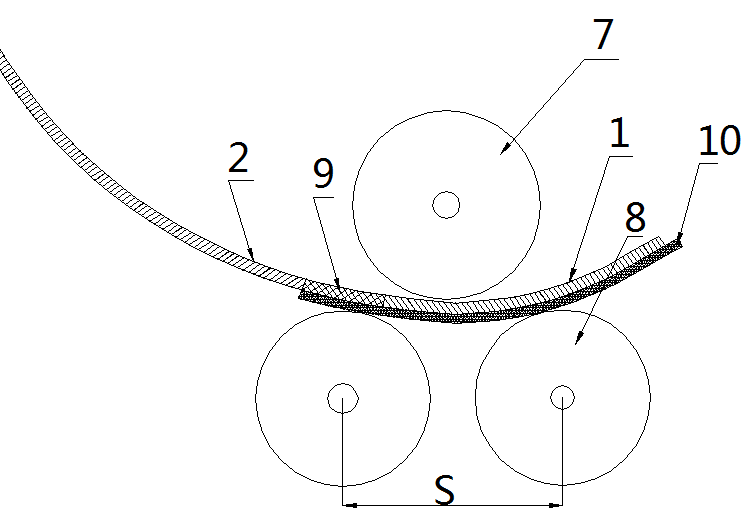
图4滚弯成形过程示意图
4 结论
1. 充分利用拉伸过渡区,通过滚弯成形使过渡区成为零件的一部分,从而节省材料,材料利用率高达90~93%。
2. 使用市面上常用板材即可成形大部分超宽蒙皮,节省零件制造费用。
参考文献:
[1]李超,铝锂合金双曲面蒙皮拉形技术研究[D],上海:上海交通大学航空制造,2016.
[2]党晖,周密,龚甘霖,铝锂合金飞机蒙皮滚弯成形试验研究[J], 精密成形工程,2014,06.
[3]阳波,赖丽珍,陈金平,飞机研制阶段变厚度单曲率蒙皮快速成型法[J],智能制造,2015,08.
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



