中国核工业二三建设有限公司
摘要:汽轮机滑销系统是保证汽轮机的汽缸受热时能沿“指定”方向“自由”膨胀,保证汽缸与转子中心一致的关键系统,直接影响汽轮机的安全运行。汽轮机滑销系统安装工作贯穿汽轮机基础施工到本体安装的全过程,滑销部件结构类型多样,施工工艺繁琐,本文将结合滑销系统构成和结构特点,对滑销系统安装工艺及注意事项进行阐述。
关键词:核电站;常规岛汽轮机;滑销系统
0.引言
汽轮发电机组属于高工作转速下的高温高压设备,运行时其本体温度较汽轮机基础高,在不同运行工况,定子和转子的膨胀量也不一样,均存在相对热膨胀差;同时定子部件在前后压差和温度场的作用下也会产生热变形,转子在离心力和温度场的作用下也会产生热变形,轴承标高有一定的变化,基础也会有一定的变形等,因此汽轮机机组必须设置滑销系统,保证机组在规定的动静间隙和允许的对中条件下安全可靠、经济地运行。
滑销系统是定子部件的支承定位和热膨胀时导向用的各种滑销的总称,其主要作用是维持定子和定子间严格的相对位置和维持定子与转子中心线的一致,并确保定子和转子按规定方向自由热膨胀(或冷收缩)通畅无滞止、无卡涩。以华龙一号堆型机组东方电气百万千瓦级汽轮机为例,其滑销系统由外缸与轴承箱、内缸与外缸间的滑销系统、隔板/隔板套支承与定位滑销系统组成。其中外缸与轴承箱之间的滑销系统由于隔板/隔板套支承与定位滑销布置定子内部,且设备出厂前已经在制造厂内以配制完成,现场安装阶段只需通过增减调整垫片并按部件标识与图纸复装,故本文不再赘述。
1.滑销系统构成
汽轮机机组膨胀或收缩过程中,滑销系统的定位和导向功能,主要是通过导向键的布置、导向键(猫爪键)与定位键槽配合来实现。其中定位键槽属于设备部件本体的一部分,在设备制造阶段已加工成型。作为滑销系统的另外一个重要要组成部分,导向键一般也是在制造厂内完成精加工,按成品部件方式供货。滑销系统现场安装阶段需要结合导向键/定位键槽的实际位置,精确配置嵌入件,以保证滑销系统能实现其导向定位功能。
以东方电气百万千瓦级汽轮机为例,汽轮机的所有轴承箱通过地脚螺栓及死点键固定在基础上,高中压缸通过上半4个猫爪支撑在前轴承箱和中低压轴承箱上,在高中压缸猫爪和中低压轴承箱之间有横向键。在基础和前轴承箱箱盖上有沿汽轮机轴线的导向键与高中压缸上的键槽配合,横向键和轴向键的交点为高中压缸的相对死点。低压内缸通过两侧的四个支撑臂落在基础上,汽机侧的两个支撑臂设置有横向导向键,汽缸底部在轴线方向上前后各有一个纵向导向键,横向键和纵向键的交点为低压缸的死点。转子以推力轴承为死点,分别向两侧膨胀。整套机组的热膨胀如下图1所示:以“死点”为基准,按滑销系统设定的方向膨胀。
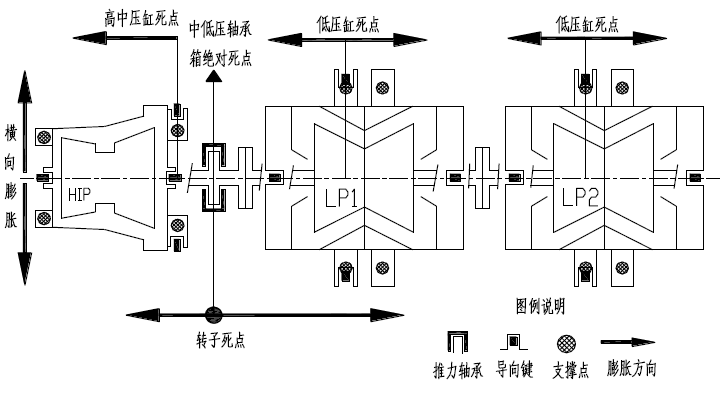
图1 东方电气百万千瓦级汽轮机热膨胀示意图
结合上述滑销系统的结构设计和汽轮机热膨胀示意图(如下图1),现场安装阶段主要的滑销系统安装部件清单和安装信息如下表1所示:
表1滑销系统安装部件清单
序号 | 名称 | 装配技术要求 | 数量(件) | 材质 | 安装方式 |
1 | 前轴承箱横向导向键 | 配准总间隙0.01~0.05mm | 2 | Q235-B | 无收缩二次灌浆 |
2 | 高中压缸轴向导向键 | 配准总间隙 高压端:0.01~0.05mm 中压端:0.01~0.05mm | 2 | 16Mn | 与基础预埋框架焊接 |
3 | 高中压缸横向导向键 | 配准总间隙 0.00 ~0.05mm | 2 | 16Mn | 与轴承箱通过螺栓 |
4 | 中低压轴承箱横向导向键 | 配准总间隙0.01~0.05mm | 2 | 16Mn | 无收缩二次灌浆 |
5 | LP1低压内缸轴向导向键 | 配准总间隙0.01~0.05mm | 2 | Q345-B | 与基础预埋板焊接 |
6 | LP1低压内缸支撑臂横向导向键 | 配准总间隙0.00~0.05mm | 8 | Q345-B | 与基础预埋框架焊接 |
7 | 低低轴承箱横向导向键 | 配准总间隙0.01~0.05mm | 2 | Q235-B | 无收缩二次灌浆 |
8 | 低低轴承箱轴向导向键 | 配准总间隙 0.00~0.05mm | 2 | 16Mn | 与基础预埋框架焊接 |
9 | LP2低压内缸轴向导向键 | 配准总间隙0.01~0.05mm | 2 | Q345-B | 与基础预埋板焊接 |
10 | LP2低压内缸支撑臂横向导向键 | 配准总间隙0.00~0.05mm | 8 | Q345-B | 与基础预埋框架焊接 |
11 | 低电轴承箱横向导向键 | 配准总间隙0.01~0.05mm | 2 | Q235-B | 无收缩二次灌浆 |
12 | 低电轴承箱轴向导向键 | 配准总间隙0.00~0.05mm | 1 | 16Mn | 与基础预埋框架焊接 |
2.滑销系统安装
由于定位键槽隶属于设备本体,设备就位后其安装位置就已经固定,因此滑销系统组成部件的安装主要包括导向键的安装和适配件的配制安装两大部分。结合导向键设计安装位置和结构形式,其基本位于设备的底部或下部,需要在设备本体就位前与汽轮机二次预埋件同期安装就位。适配件的配制安装工作需待设备本体落位且调整合格后,通过现场实测间隙数据,配制适配件,其需要在设备最终定位后制作并安装。
参考滑销系统安装部件清单和安装信息,导向键的安装定位主要采用二次灌浆固定和焊接固定两种方式,结合两种工艺的施工特点和滑销系统装配技术要求,导向键本体的安装和定位是汽轮机安装的先行工作,也是滑销系统安装的重点与难点。
2.1灌浆固定的导向键安装
轴承箱横向导向键沿机组中心线对称布置,分别位于轴承箱左右两侧的预埋框架内,横向导向键安装就位后,采用无收缩水泥二次灌浆固定。
2.1.1主要安装工艺流程
(1)横向导向键安装前,检查导向键的定位螺钉与垫环的接触面情况,要求接触面积不小于75%。
(2)参照汽轮机二次预埋件安装图纸,通过测量配合进行横向导向键安装位置的定位划线:导向键的纵向位置参考导向键中心距机组中心线距离确定,导向键横向位置参考导向键中心距支持轴承中心线的距离确定。
(3)在每组横向导向键的左右两侧外部筋板上通过焊接方式安装导向键定位调整专用工装,参考导向键安装轴线,使用膨胀螺栓将专用工装固定在基础地面上。
(4)通过导向键定位调整专用工装上的调整装置,调整横向导向键的位置、标高和本体水平度至满足设计文件要求。
(5)横向导向键调整合格后锁紧调整装置,采用无收缩水泥对导向键进行二次灌浆固定。
(6)横向导向键安装完成后,及时对横向导向键进行清洁和防腐处理。
2.1.2技术要点
同一设备的两组横向导向键在进行位置、标高和本体水平度调整时,应做好内部质量控制,确保两组横向导向键的位置和标高相对偏差小于设计允许偏差的一半,并在调整合格后及时锁紧;
二次灌浆前24小时应清洁基坑并用水充分浸润基础,积水清理完成后进行二次灌浆,过程中不得碰撞横向导向键及调整专用工装,二次灌浆结束后及时进行灌浆层进行养护。
2.2焊接固定的导向键安装工艺-
汽轮机的高中压缸、低压缸及各轴承箱(包含前轴承箱、中低压轴承箱、低低轴承箱、低电轴承箱)分别在设备两端设计有两组轴向导向键,导向键沿着机组中心线布置,通过焊接方式固定在轴承箱预埋框架边缘或汽轮机基础大梁内侧的预埋件上。轴向导向键安装属于高空临边作业。
2.2.1主要安装工艺流程
(1)轴向导向键安装前,结合导向键安装空间需求,在其安装区域搭设悬挑架或安装作业钢平台并挂设施工用用生命线。低压内缸轴向导向键安装前还需要在导向键安装区域正上方的预埋件上焊接临时吊点。
(2)参考机组各设备轴向导向键的安装图纸,通过测量配合进行轴向导向键安装位置的定位划线,并检查预埋件的形位尺寸。
(3)就位轴向导向键,调整轴向导向键位置及本体水平度合格后,实测轴向导向键键块的顶面标高并反馈制造厂确认。低压内缸轴向导向键安装就位前,需要预装检查轴向导向键的实际中心位置、本体水平度偏差(横纵方向都≤0.1mm/m)、轴向导向键与预埋板的间隙(0.03mm)及接触情况(均匀且>75%),必要时需结合现场实测数据加工/研磨,合格后方能正式安装低压内缸轴向导向键。
(4)对导向键键块进行预热处理,达到指定预热温度后焊接导向键键块,并做好焊后保温处理。
(5)轴向导向键焊接及检验完成后,及时对轴向导向键进行清洁和防腐处理。
2.1.2技术要点
由于轴向导向键键块的材质为Q345-B,且键块厚度厚、焊缝截面积大,焊缝两侧热量散发速率差异明显,焊缝冷却收缩时产生的塑形变形控制难度大,因此在导向键的键块焊接过程中,需采用两侧两名焊工对称施焊的方式,并合理控制焊接热输入量;同时,加强对键块的变形监控,在键块四周及顶部架设百分表监测焊接过程键块的变形量;第三,应严格按照既定的工艺做好对键块的预热和后热处理,保证预热和焊接阶段键块本体的温度、焊后保温温度和保温时间等满足技术工艺要求,以保证键块安装和焊接质量;
低压内缸轴向导向键安装呈悬臂结构布置,导向键本体安装水平度要求高,设备自重达到4.2t,因此在导向键预装安装和正式安装阶段,仅靠底部法兰盘连接螺栓,难以保证导向键的位置和水平度,需要通过设置可靠的临时吊点结构,平衡导向键重量,保证导向键的位置和状态;同时,在导向键焊接过程中,需要做好对导向键本体水平度变化、吊点受力状态的监测,需结合监测数据,通过调整焊接起弧点、焊接介入时间点等形式,调整和控制导向键本体的水平度,通过调整吊点的受力情况,保证现场焊缝在焊接过程不承担额外受力,保证焊缝质量和导向键安装质量。
3.结束语
本文从施工安装的角度对滑销系统的组成结构和现场安装进行了介绍,并重点就滑销系统中不同类型的导向键施工工艺分别进行了详细阐述。本文涉及的施工工艺已经得到现场工程实践的认证,能有效指导现场施工,降低导向键施工过程中的质量缺陷风险,保证导向键现场安装的进度和质量,为后续同类施工提供参考借鉴。
参考文献:
【1】卢平,等.东方自主核电汽轮机滑销系统分析 ,2014
Zfa, zhao hongweisheng
ill be great smooth and successful.
e.
projectast.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号