中国建筑第八工程局有限公司钢结构工程公司 陕西省西安市 710000
摘要:柱顶铸钢件的安装一般均采用焊接的方式将铸钢件与钢柱连接在一起。对于异形柱顶铸钢件安装,其吊装方式、精准定位及高空焊接为安装的工艺要点及难点。本文结合已符合安装要求的工程实例,对柱顶异形铸钢件的安装工艺进行分析研究,并对其安装重难点进行分析总结。
关键词:铸钢件;吊装方式;精准定位;高空焊接;
1 异形铸钢件概述
科技进步的今天,人们对于建筑的要求不仅仅在于其使用性,更在于建筑物的造型美观,因此钢结构得到了充分的发展。与传统混凝土结构相比,钢结构可以做到造型独特、施工速度快、绿色环保、使用空间大等特点。而对于异形大跨度钢结构,其下部钢结构节点大部分会采用铸钢节点,异形铸钢节点主要由异形铸钢件组成,每个铸钢件基本为特殊定制,每一个铸钢件之间较为类似又有细微的差别。
铸钢件有较强的灵活性和可变性,其耐磨、耐高温等特点能提高整体结构强度,因此在特殊造型、大跨度、大空间的体育馆、图书馆、机场等公共建筑中会采用铸钢件。此次工程实例为一个体育场馆,即采用的异形铸钢件,其材质为G20Mn5QT,最大质量为7913Kg。
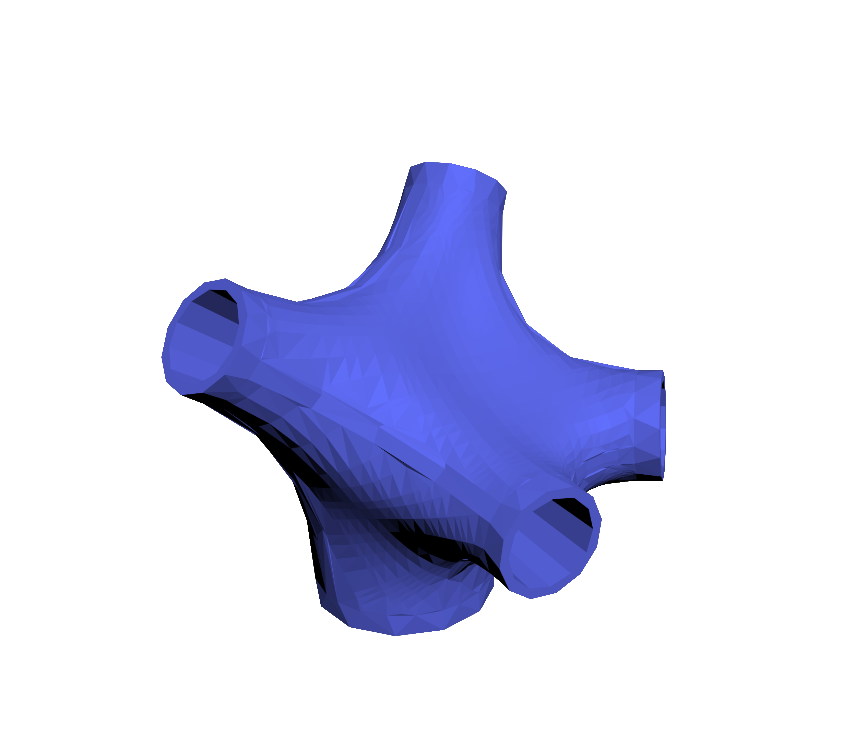

图1 铸钢件示意图
2 柱顶异形铸钢件安装工艺
一般情况下,柱顶异形铸钢件的安装包括以下安装工序:铸钢件进场质量验收→铸钢件底部设置操作平台→利用倒链及钢丝绳对铸钢件的位置、朝向进行调整→对应平面位置进行起重吊装→吊装校核后与下
部钢柱焊接成为一个整体完成异形铸钢件的安装。安装完成后效果如下图:
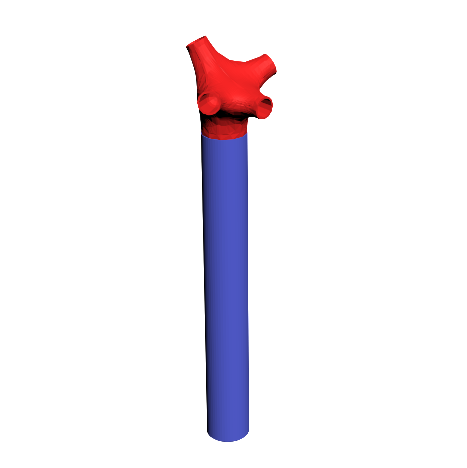

图2 铸钢件安装完成示意图
异形铸钢件操作平台设置
异形铸钢件操作平台设置的目的为方便上方起吊设备安拆以及与铸钢件连接的顶部分岔钢柱的安装。操作平台由连接板、钢跳板、圆管、安全立杆、安全绳构成,具体实例如下图:

图3 现场操作平台实例图
异形铸钢件吊装方式
由于铸钢件为不规则异形构件,无法像其他普通构件单独采取吊耳进行吊装,需增设倒链及钢丝绳作为起重吊装设备。起重吊装时,采用主钢丝绳环箍+倒链辅助起吊的方式。
主钢丝绳环箍具体措施为:将主钢丝绳上端挂在起重机械钩头上,下端先环绕铸钢件一周随后将钢丝绳紧密连接在铸钢件牛腿下方运用卸扣形成一个箍圈,以此作为主要吊装受力装置。
倒链辅助吊装具体措施为:铸钢件牛腿顶部焊接吊耳,倒链上方挂在起重机械钩头上,下端挂在牛腿上端吊耳处,利用拉放不同倒链进行铸钢件整体角度调整。为保证吊装安全,每一根倒链处均需额外设置一根钢丝绳作为保险绳,具体实例如下图。
注:主钢丝绳环箍钢丝绳需满足单根吊重大于构件重量;环箍卸扣选择需选择大于构件重量的卸扣;单个倒链选择需选择至少二分之一构件重量的倒链;单根安全绳选择需选择至少三分之二构件重量的安全绳。
异形铸钢件测量定位方式
异形铸钢件因为顶部有分岔柱的原因,对铸钢件的X、Y、Z坐标有严格要求,又因为其为异形特殊铸钢件,常规的测量方式无法满足异形铸钢件的测量精度,需采取特定的测量定位措施。针对上述问题,采取以下措施:
(1)为满足异形铸钢件及后续分岔柱的正常安装,在异形铸钢件管口处增设临时测量板,临时测量板可采用衬垫板等便于操作的材料,测量板中间处贴反光贴边,便于全站仪打点定位,满足后期分岔柱的安装。
(2)为更精确测量定位异形铸钢件,采取增加测量频次的方式。上部管口共设四个测量点,下部与钢柱连接的部分在东南西北处也设四个测量点。总共设置八个测量点,上口下口全部精确控制,保证异形铸钢件测量定位精准。
异形铸钢件焊接方式
异形铸钢件焊接共分为两步,第一步为定位点焊,第二步为对接焊接。
(1)测量定位精准后,用临时连接码板焊接异形铸钢件与下部钢柱,完成临时固定。
(2)对接焊接时采用衬管,如下图。
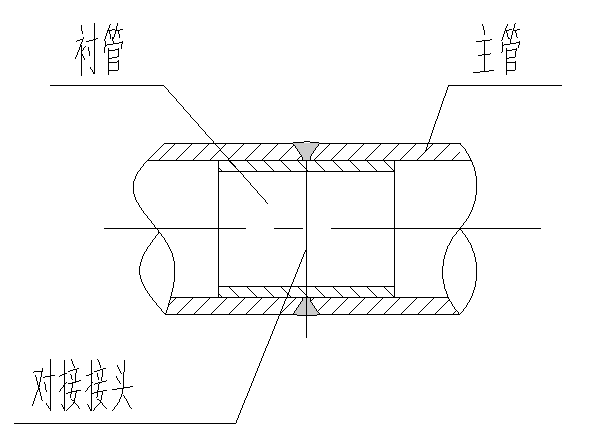
图4 衬管焊接示意图
焊接前对焊接接触层的油漆、污垢及氧化层等运用砂轮、钢丝刷等工具清理干净。铸钢件与下部钢管组对时,其内壁应齐平;焊接时应尽量采用多层多道焊,各焊道的接头应尽量错开,焊道不宜太宽太厚。焊前做好预热工作,焊后做好保温工作,保证焊缝及原材质量良好。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



