江苏沙钢集团淮钢特钢有限公司
[摘要]现代的棒材生产中,由于下游机械制造公司加工工艺的改变,通过一系列改进,对棒材的表面质量要求高。通过钢材表面扒皮处理,提高钢材表面质量。是不可或缺的,对扒皮后表面出现的振痕进行改进,提高扒皮后的表面质量。
[关键词]棒材;振痕;扒皮;砂轮;探伤
Studyonthesurfacepeelingqualityofbar
Abstract:Inmodernbarproduction,duetothedownstreammachinerymanufacturingcompanyprocessingtechnologychanges,throughaseriesofimprovements,barsurfacequalityrequirementsarehigh.Thesurfacequalityofsteelwasimprovedbyskinningthesteelsurface.Itisindispensabletoimprovethevibrationmarksonthesurfaceafterpeeling.Improvethesurfacequalityafterpeeling.
KeyWords:Bar;Vibrationmarks;Scalping;Grindingwheel;inspection
前言
随着热轧棒材的广泛应用和我国工业发展中热轧棒材需求差距的日益扩大,我国热轧棒材生产企业也取得了长足的进步。不仅生产规模,生产过程也经历了连续的突破。今天,我国热轧棒材产量比以前的质量有了很大提高,钢材的材料和性能都有了明显的提高。但是,随着工业对钢材发展质量要求的提高,不仅满足了钢材的材料和内在力学性能要求,而且对钢材表面质量也提出了更高的要求。热轧棒材表面缺陷问题一直是各种大型棒材加工生产过程中重点研究的课题。如何找出这种现象产生表面缺陷的原因,并加以控制,也一直是大型棒材厂生产加工工艺改进的重点。对于中国钢铁企业来说,产品最终进入市场,因此必须无条件满足客户质量需求,这也是我国市场经济体制下企业生存的一种方式。如何控制和消除热轧棒材表面缺陷的形成,对于热轧棒材材料的生产,以及提高企业的生产和经济效益,具有重要意义。
1概述
棒材扒皮主要是消除表面存在的热轧过程中产生划伤、凹坑、氧化铁皮等缺陷,满足后续机械加工要求,棒材在扒皮后表面容易产生振痕缺陷,局部横向振痕:深度在0.09-0.20mm,而探伤要求0.2-0.3mm,探伤无法探出,但影响用户加工使用,所以对扒皮质量研究是有必要的。
2扒皮工艺
根据客户工艺需求,在精整线配置扒皮机组,采用砂轮打磨扒皮去除棒材表面划伤、裂纹、凹坑等质量缺陷,加工出高光洁、高精度的棒材,以满足产品表面质量的要求。合结钢、保证淬透性钢、弹簧钢、轴承钢标准规定如果客户有需要的话,需进行剥皮、磨光处理,满足客户要求。一旦表面缺陷探伤系统探测出钢材表面质量等缺陷时,为了能去除探伤检测出的产品表面缺陷。
3表面振痕分析及改进
3.1表面振痕产生原因分析
3.1.1砂轮配比不合理
棒材在上料台架进入主轴,转动到砂轮机头处,由于砂轮钼数低,配置钼数为16-24钼,导致扒皮后表面很粗糙,通过后道砂轮扒皮,无法消除。见图1

![]()
图1粗砂轮扒皮后的钢材表面质量
3.1.2砂轮磨头震动大
磨 头震动大导致扒皮过程中磨头出现上下浮动;向上浮动时由于接触钢材少,尺寸下不去;向下浮动时砂轮与钢材表面接触大,砂轮表面颗粒啃伤钢材表面。见图2
头震动大导致扒皮过程中磨头出现上下浮动;向上浮动时由于接触钢材少,尺寸下不去;向下浮动时砂轮与钢材表面接触大,砂轮表面颗粒啃伤钢材表面。见图2
图2
3.1.3机头压力调整与主轴速度调整不规范
磨头都有一个单独压力表(可调节大小)。如压力调节过大,主轴速度快,导致磨头振动大,影响扒皮材表面质量粗糙,产生横向振痕。
3.1.4棒材弯曲度大
弯条在扒皮机主轴辊道旋转传动过程中,凸面会翘起来,导致砂轮啃钢材表面,产生横向振痕,而且表面粗糙,不容易消除缺陷;凹面由于磨头压力固定,接触不到砂轮,导致振痕存在。见图3
![]()

凸面
![]()
凹面
![]()
图3
3.2表面振痕改进措施
3.2.1改变原有砂轮排列方式,减少粗钼数砂轮的使用;将砂轮16钼、36钼、60钼、千叶轮四种根据生产跟踪合理使用,既保证棒材扒皮质量,又合理控制成本消耗。


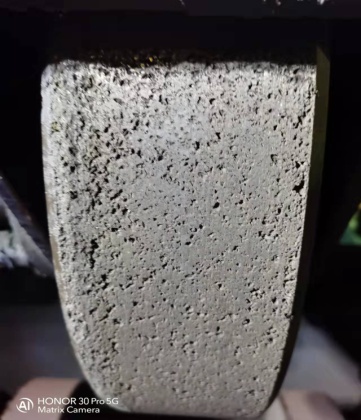

图4
3.2.2对砂轮磨头规范管理
3.2.2.1发现磨头振动大,将单个磨头切除不使用。
3.2.2.2每个磨头气压和投入使用都是单独控制,发现磨头振动大,将单个磨头气压调合理,减少振动。
3.2.2.3每个磨头定期维护、加油,保证油气润滑的正常使用。
3.2.3对棒材弯曲度规范检查,发现弯曲度超标,矫直后再扒皮。
4结论
通过对扒皮后存在的质量问题深入分析,并采取改进措施,可有效的解决扒皮振痕等缺陷。有益于提高钢材表面质量.见图5

图5
参考文献:
[1]刘桂江.热轧棒材表面表面缺陷分析[J].连铸,2016,(4):64-68.
[2]易健.浅析20CrMnTi热轧棒材表面裂纹特点及产生原因[J].特钢技术,2007,(2):12-18.
[3]张少军等.热轧特殊钢棒材表面缺陷分布分析[J].山东冶金,2011,(2):45-48.
[4]梁宝钱.线棒材热轧件表面缺陷形成机理研究[J].重庆理工大学,2010,(5):213.
[5]王少兵等.316L热轧棒材表面黑带成因研究[J].浙江冶金.2018,(3):11-13.
[6]张永妍;王强;王刘涛;;剥皮银亮棒材表面缺陷浅析[J];安徽冶金科技职业学院学报;2019年03期
[7]胡金明;向华;;优特钢棒材精整生产线工艺配置及新技术应用[J];现代冶金;2016年06期
![]()
5

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



