中国石油天然气第一建设有限公司 ,河南洛阳 471023
摘 要:工业X射线机曝光曲线的制作及曝光曲线的应用。使用阶梯试块实验测量出X射线机不同电压时透照厚度和透照时间的数据源,利用Excle表格图表功能插入散点图生成X射线机的曝光曲线,借助Excle表格用数学回归分析导出X射线曝光曲线的回归方程,通过回归方程确定X射线机不同电压,任意厚度、任意焦距的曝光时间。
关键词:X射线机 曝光曲线 曝光量修正 参数
【Keywords】 x-ray machine, exposure curve, exposure correction, parameters
引 言:射线检测是无损检测的主要常规检验方法之一 ,在石油化工等建设焊接施工检验中占有重要地位。而对于射线检验中应用最多的X射线检验来说 ,曝光曲线的应用对于检验人员正确选择曝光参数、有效控制底片质量有着重要的理论和实践意义。现场检测现在一般还是根据经验选择曝光参数,以至于出现了一些由于参数选择不准确,透照底片达不到要求的现象。工业X射线曝光曲线是射线检测重要的文件资料,可以提供相对应X射线机的曝光时间,为底片透照参数选用提供了指导作用。对数函数使用普通坐标纸和对数坐标纸手工制作曝光曲线过程比较繁琐,因人为作图误差而使曝光曲线不准确;用作图法在曝光曲线上作图查曝光时间有误差,在现场查曝光时间时需要携带曝光曲线,查图不方便。使用EXCEL软件制作曝光曲线,借助EXCLE表格数学分析回归方程,编辑每条曝光曲线的函数,只需要在EXCLE表格中输入变量值(焦距和厚度),就可以得到函数值(曝光时间),查询方便,误差小。
正 文:
射线曝光曲线的制作
定义
X射线曝光曲线是利用作图法来表示X射线穿透厚度、管电压、曝光量以及胶片之间关系的曲线。
X射线曝光曲线制作理论基础及制作原理
互易律:决定光化学反应产物质量的条件,只与总的曝光量有关,即取决与辐射强度(i)和时间的乘积,而与这两个因素单独作用无关。平方反比定律:从一点源发出的射线,强度I与距离F成反比。曝光量-透照厚度(E-T)关系曲线是指数函数关系,曝光量的对数和透照厚度成线性关系,是一条直线。一旦确定射线检测的放射源种类、射线胶片、暗室处理条件等因素那么曝光曲线就是唯一确定的。
同一台X射线机,保持管电压不变,射线强度只与焦距有关,射线机的强度可用平方反比定律换算;如果管电压和焦距不变,保持透照方式、暗室处理条件、胶片类型、增感方式等因素不变,底片的黑度只与曝光时间有关,满足互易律。曝光曲线是表示工件(材质、厚度)与工艺规范(管电压、管电流、曝光时间、焦距、暗室处理条件等)之间相关性的曲线图示。但是通常其他因素保持相对固定,选择工件厚度、管电压和曝光时间作为可变参数,横坐标表示工件厚度,纵坐标用对数表示曝光量,管电压为变化参数,所生成的曲线为曝光量-厚度(E-T)曲线,即E-T曝光曲线。
材料设备的准备
X射线机;
屏蔽散射线的箱子,为了避免散射线对底片黑度的影响,需要用厚度为2mm的钢板焊接一个尺寸为300×300×300(mm)的钢制箱子。
阶梯试块、片、像质指示器、字号、钢卷尺、铅板、密度仪。
补充试块,为了增加透照范围,准备不同厚度的补充试块,补充试块的规格为300×300×2/4/6/8/10/16/20/25(mm)。


图1.1 阶梯试块 图1.2 钢制箱子
透照工艺准备
透照参数的选择
根据设备的最高容许使用电压和常用的透照电压,选择不同的电压,如200KV的射线机选择电压为100KV、120KV、140KV、160KV、180KV的电压做曝光曲线。背散射随着透照时间的增加而对底片的黑度影响越严重,为了减少背散射对底片黑度的影响,透照底片组时选择小的焦距和短的透照时间,选择焦距为350mm,透照时间分别为0.4min、0.8min、1.6min。设定基准黑度D=3.5。透照参数见表1.1。
底片的编号
底片上标明透照设备型号、底片的编号及透照日期等信息。见表1.1。
补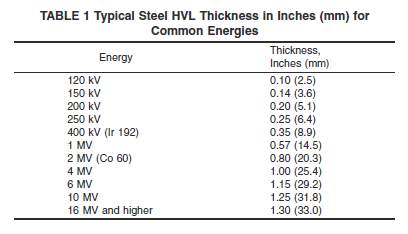 充试块的使用
充试块的使用
图1.3 钢的半价层
了增加透照厚度范围,使阶梯试块中心区域的黑度达到基准黑度(D=3.5),需要在透照时随电压增加和透照时间增加添加补充试块。因电压的增加需要添加不同厚度的补充试块。相同电压的一组底片中增加曝光时间,需要根据不同电压下的半价层估算增加补充试块的厚度。见图1.3。底 片的透照
片的透照
因![]()
图1.4 透照示意图
阶梯试块宽度较小,阶梯试块的边缘棱角比较突出,会产生棱角散射,阶梯试块最厚处和最薄处受棱角散射对底片黑度影响较大,为了在阶梯试块的中间区域测量底片黑度,透照时射线源中心对准阶梯试块为8mm的厚度处。为了保证焦距不发生变化,把钢板焊接的箱子放置在固定的位置,射线机机头固定在350mm的焦距处。透照时底片贴在钢制箱子的内壁,阶梯试块贴在箱子外壁,保证阶梯试块是在底片的中心位置。底片的后面贴一层薄铅板,减少背散射对底片黑度的影响。底片透照布置见图1.4,底片的透照参数按照表1.1。
设备型号 | 200-GR0053-10 | 电流 | 5 mA | 焦距 | 350mm | |
电压(KV) | 时间(min) | 底片编号 | 时间(min) | 底片编号 | 时间(min) | 底片编号 |
100 | 0.4 | 100KV-0.4 | 0.8 | 100KV-0.8 | 1.6 | 100KV-1.6 |
120 | 0.4 | 120KV-0.4 | 0.8 | 120KV-0.8 | 1.6 | 120KV-1.6 |
140 | 0.4 | 140KV-0.4 | 0.8 | 140KV-0.8 | 1.6 | 140KV-1.6 |
160 | 0.4 | 160KV-0.4 | 0.8 | 160KV-0.8 | 1.6 | 160KV-1.6 |
180 | 0.4 | 180KV-0.4 | 0.8 | 180KV-0.8 | 1.6 | |
底片的处理
底片处理选用布鲁泰克洗片机;选用和爱克发底片相配套的爱克发套药,套药在配完24小时以后使用;显影温度选用28°,布鲁泰克洗片机的显影温度范围为26°~40°,显影温度太高,显影药老化周期短,所以选用28°,既可以延长显影药的使用寿命,又可以用温度对底片黑度进行控制;洗片时间选用7Min,布鲁泰克洗片机的洗片时间范围为2Min~10Min,选用洗片时间为7Min,既可以保证底片完全定透,有可以在以后的生产中对底片的黑度用洗片时间进行小范围的调整;烘干温度选用58°,布鲁泰克洗片机的烘干温度范围为26°~40°,选用58°烘干温度能满足底片6Min洗片时底片完全干透。
底片黑度测量统计
用AGFA密度计标准试片校准密度仪,密度仪的误差要在标准试片的误差范围之内;按照表1.1给出的透照参数,根据1.8底片处理要求处理底片,得出五组底片。用已经校准过的密度仪测量底片的黑度,测量底片黑度时测量点选择阶梯试块每一阶的中心位置,减少阶梯试块棱角散射对底片黑度的影响,把测量的黑度值和黑度值所对应的阶梯试块的厚度填入表1.2。
表1.2 底片黑度测量统计表
设备型号 | 200-GR0053-10 | 管 电 流 | 5 mA | 洗片方法 | 自动洗片机 | ||||||||||||
黑 度 | 3.5 | 增感方式 | Pb 0.125mm | 显定影配方 | AGFA机洗套药 | ||||||||||||
焦 距 | 350cm | 胶片类型 | AGFA C7 | 洗片时间 | 7Min | ||||||||||||
时间 | 0.4Min | 0.8Min | 1.6Min | ||||||||||||||
电压(KV) | 100 | T | | | | | | | | | | | | | |||
D | | | | | | | | | | | | | |||||
120 | T | | | | | | | | | | | | | ||||
D | | | | | | | | | | | | | |||||
140 | T | | | | | | | | | | | | | ||||
D | | | | | | | | | | | | | |||||
160 | T | | | | | | | | | | | | | ||||
D | | | | | | | | | | | | | |||||
180 | T | | | | | | | | | | | | | ||||
D | | | | | | | | | | | | | |||||
注:D为底片的黑度;T为底片为D时对应的阶梯试块和补充试块的厚度之和。
![]()
表1.3 厚度-黑度修正估算表
黑度值的修正
由 于我们设定的需要做曝光曲线的基准黑度为D=3.5,但是在我们测量的一组底片中,不一定有刚好黑度为D=3.5的点,这就需要我们对测量的黑度值进行修正。根据表1.2中统计的黑度和厚度值,按照以下步骤对每一张底片的黑度进行修正。第一步,选择一张第片中黑度D>3.5和黑度D<3.5的两点,每一个点的黑度值和相对应的透照厚度值组成两个坐标点(T1,D1)和(T2,D2),第二步,以这两个坐标点确定确定一条直线,并利用EXCLE表格编辑函数计算出这条直线的斜率,并以斜率值和两个坐标点求出以T为函数,D为自变量的一次函数。第三部,在EXCLE表格中编辑一次函数(当黑度D=3.5时,透照厚度T=D3*(B2-E3)+B3),如表1.3所示。第四部,以表4.1中测量统计的数据为数据源,选取每张底片黑度与3.5最接近的两组数据(T1,D1)和(T2,D2),一组数据(T1,D1)黑 度小于基准黑度3.5,一组数据(T2,D2)黑度大于基准3.5,把每张底片选择的两组数据(T1,D1)和(T2,D2)分别输入到单元格(B2,B3)和(C2,C3)中,得到达到基准黑度D=3.5时,修正得到的透照厚度(F3单元格中显示的厚度值)。使用表1.3对底片的黑度进行修正。
于我们设定的需要做曝光曲线的基准黑度为D=3.5,但是在我们测量的一组底片中,不一定有刚好黑度为D=3.5的点,这就需要我们对测量的黑度值进行修正。根据表1.2中统计的黑度和厚度值,按照以下步骤对每一张底片的黑度进行修正。第一步,选择一张第片中黑度D>3.5和黑度D<3.5的两点,每一个点的黑度值和相对应的透照厚度值组成两个坐标点(T1,D1)和(T2,D2),第二步,以这两个坐标点确定确定一条直线,并利用EXCLE表格编辑函数计算出这条直线的斜率,并以斜率值和两个坐标点求出以T为函数,D为自变量的一次函数。第三部,在EXCLE表格中编辑一次函数(当黑度D=3.5时,透照厚度T=D3*(B2-E3)+B3),如表1.3所示。第四部,以表4.1中测量统计的数据为数据源,选取每张底片黑度与3.5最接近的两组数据(T1,D1)和(T2,D2),一组数据(T1,D1)黑 度小于基准黑度3.5,一组数据(T2,D2)黑度大于基准3.5,把每张底片选择的两组数据(T1,D1)和(T2,D2)分别输入到单元格(B2,B3)和(C2,C3)中,得到达到基准黑度D=3.5时,修正得到的透照厚度(F3单元格中显示的厚度值)。使用表1.3对底片的黑度进行修正。
底片黑度修正后数据统计
按照实际透照参数,把每组底片中每张底片的透照参数按照表1.3修正;每组底片中的每张底片黑度修正后,按照表1.4对修正的黑度值对应的厚度值进行统计。
利用EXCLE表格插入散点图生成X射线曝光曲线 。
透照参数的换算:为了减少被散射对底片黑度的影响,我们实际透照中选用了短时间和小焦距(F=350)透照。实际生产中我们选用焦距F=700mm,因此根据平方反比定律,用表1.4中编辑的公式换算透照参数。
数据表的建立:根据表1.3,在表1.4中填入管电压。在B25单元格中编辑公式![]()
表1.4 实际透照参数及厚度统计表
“=B3”,鼠标选中B25单元格,鼠标指针放在B25单元格右下角,等鼠标指针变为十字时按住鼠标左键下拉,填充“透照厚度”列的所有厚度。在C25单元格编辑平方反比定律公式“=700*700/D3/D3*C3”,鼠标选中C25单元格,鼠标指针放在C25单元格右下角,等变为十字时按住鼠标左键下拉,填充“曝光时间”所有列。 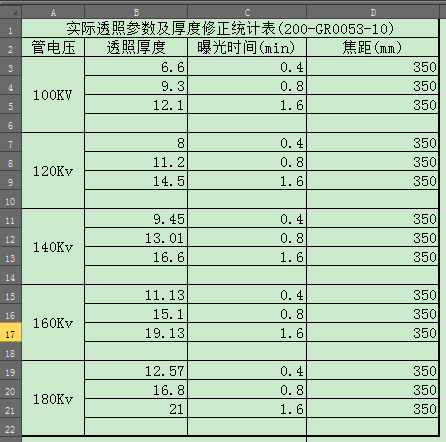

![]()
表1.4 曝光曲线制作透照参数(700mm)表
借助EXCLE表格的图表功能绘制E-T曝光曲线:第一步,在EXCLE表格“插入”菜单中单击“图表”选项,此时出现“插入图表”对话框;第二步,选择“插入图表”对话框中的“X Y散点图”,在“X Y散点图”中选择“带直线和数据标记的散点图”;第三部,单击选中“带直线和数据标记的散点图”,右键选择1.4中的相应数据源,生成图表。XY散点图的X坐标轴表示板厚(mm),Y坐标轴表示曝光时间(Min),Y坐标刻度为对数刻度。操作步骤见图1.5。数据分析及趋势线公式的添加
对曲线族中的每一条曲线进行数学回归分析,建立回归方程。Excel趋势线回归分析类型有六种,指数、线性、对数、多项式、幂、移动平均。经过对比,“指数趋势线”的拟合程度最好,因此选指数趋势线回归分析。“显示R平方值”表示相关系数,是描述函数值和自变量之间线性关系密切程度的数量指标,它反映了趋势线的估计值与对应实际值之间的拟合程度,R2范围在0~1之间,R2值越接近1,趋势线对实际数据的拟合程度越越高。用鼠标双击图1.6上的每条曲线,显示“设置趋势线格式”对话框,选择“指数”、“显示R平方值”,完成趋势线数据分析,见图1.5。
图1.5 Excle操作步骤图
图1.6 X射线E-T曝光曲线(D=3.5)
添加趋势线方程
分别用鼠标双击图1.6上的每条曲线,显示“设置趋势线格式”对话框,选中设置趋势线格式对话框中的“显示公式”,如图1.6中显示出了每条曲线所对应的线性回归方程(其中函数y表示透照时间,自变量X表示透照厚度):
管电压为100KV时:y=0.3045e0.252X R2=0.9999
管电压为120KV时:y=0. 2916e0.2133X R2=0.9999
管电压为140KV时:y=0.2563e0.1939X R2=1
管电压为160KV时:y=0. 233e0.1733X R2=1
管电压为160KV时:y=0. 2023e0.1644X R2=1
Excle中编辑曝光曲线函数
利用EXCLE表格编辑生成的趋势线公式:建立Excle表格,把图1.5中的线性回归方程以函数形式编辑到表2.1的B48、B49、 B50、 B51、B52中,在“透照厚度”列中输入自变量透照厚度(X),则在“曝光曲线的曝光时间”对应列自动生成函数(y),即当焦距F=700时的透照时间。但是实际生产作业中为了满足不同焦距时的透照作业,在“实际曝光时间”列编辑平方反比定律,“实际曝光时间列”自动生成当选用实际焦距时的曝光时间。
表2.1 实际透照参数选择表

使用曝光曲线(回归方程)
以透照厚度T和透照焦距为变量,计算出实际的曝光时间。使用Excle表格中编辑的曝光曲线回归方程,在“透照厚度”列中输入实际透照厚度,“曝光曲线上的曝光时间”列中曝光曲线回归方程自动计算出焦距为700时的曝光时间,在“实际焦距”列中输入实际透照焦距,“实际曝光时间”列中平方反比定律公式自动计算出实际透照厚度下需要的实际曝光时间。
结 论:
熟练掌握制作曝光曲线的方法和过程,能够把理论知识和实践相结合,提高检测人员的专业技术能力;熟练运用Excle表格的图标功能和函数制作曝光曲线,可以简化使用坐标纸做图的繁琐过程,减少人为作图造成的误差 ,提高了曝光曲线的准确性,简化了曝光曲线的制作过程。
熟练运用曝光曲线,掌握利用Excle表格中的曝光曲线回归方程(函数),借助手机等电子产品办公软件正确选择曝光参数,查询方便、查询结果准确,为现场确定曝光时间起到了十分重要的指导意义;对控制底片质量、节约材料、提高工作效率有十分重要的意义。
参考文献:
ASME BPVC. V-2015. The American Society of Mechanical Engineers
强天鹏 .射线检测.中国劳动设备保障出版社.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



