浙江萧山金龟机械有限公司
摘要:近年来,随着经济的不断发展,技术的不断进步,在电子元器件、五金配件、线束、仪器仪表等的制作方法上往往会大量采用精密铆合、冲裁、拉伸等锻压工序,这就对铆接、冲压设备的性能,自动化连线冲压,安全以及精度提出了新的更高的要求。传统的小型机械台式压力机均釆用电动机带动飞轮旋转,而飞轮又通过刚性离合器,进而驱动曲轴、连杆、滑块工作进行上下冲压,动作单一,性能落后,能耗噪音大,已不能满足市场的需求,迫切需要能适应新的发展需求的智能化小型压力机。
关键词:智能变频台式压力机:设计和应用
一、前言:
当前,国家对制造业实体和创新技术能力高度重视,大力发展,在政策上倾斜。这也是机械设计制造业得以持续快速发展的主要动力。同时,国家也强调用高新智能科技改造升级传统制造业的要求。小型机械压力机作为一种量大面广的通用机械,朝着高精度、智能化、自动化方向迈进,有利于生产型企业的稳定发展,有利于社会人力资源的合理配置,有利于安全生产和集约生产,有利于提升产品的自动化水平,为企业创造更多的效益,提升整个行业的技术水平。
针对上述需求,本公司近年来与变频器厂家合作,对台式压力机进入了深入研究,开发了独创的台式压力机运行结构和智能电气控制系统,试制成功后对照台式压力机标准,经机器可靠性试验和负荷试验,各项技术指标达到了预定的设计要求。
本论文重点介绍了动力系统、机械运行架构系统、智能变频控制系统及光电保护系统的设计,在实际电子元器件等行业的压接、铆合等生产线上有着指导意义。
二、智能变频压力机动力系统及机械运行结构
针对智能变频控制的特点,我们对整个机械结构进行了独创性的设计。总体设计思路是由智能变频控制系统控制变频电机,变频电机带动减速机,减速机的输出轴直接与压力机的偏心轴连接,通过偏心轴的旋转带动连杆片的摆动,而连杆片的摆动又带动了连杆滑块部件沿着导轨进行上下滑动,从而达到了冲压的目的。
1、动力系统
传统台式压力机动力系统均采用电机带动飞轮,利用飞轮的转动惯量,通过离合器来驱动偏心轴旋转。这种传统机电结构,无论压力机是否冲压,电动机始终处于旋转状态,噪音响,耗能而且离合器故障多 。在电子元器件等行业的铆压工序,绝大多数是单次冲压工作,所以在设计中我们采用变频电机与减速机组合,通过减速机输出轴带动偏心轴旋转,电机冲压时旋转,不冲压时不工作,实现了低噪音,节能,故障少的目的。减速机的输出扭矩根据机器冲压的载荷来确定,速比可以在1:7.5与1:10之间,也可定制生产。
2、机械运行架构系统
我们设计采用双柱式机身工作台架构,即在工作台上设有两根立柱,用防松螺母将立柱与工作台垂直固定。在立柱的上端设有与立柱固定的横梁,两根立柱中设有机身,机身与横梁间通过升降螺杆联接,旋转升降螺杆可以带动机身沿着立柱上下滑动,这样可以满足不同的模具不同装模高度的要求。机身的背后固定有减速机,用内六角螺钉紧固。再把装有精密滚动轴承的偏心轴与减速机固定连接。在机身上固定有导轨滑块部件和偏心轴,偏心轴的偏心端与连杆片滚动连接,连杆片的另一端与连杆轴滚动连接,而连杆轴又与连杆座固定连接,连杆座通过调整螺杆和压板与滑块体连接,滑块体与左右导轨组成一个滑动副。当智能变频控制系统带着减速机旋转,进而减速机驱动偏心轴旋转,带动装在偏心轴上的连杆片一起偏心旋转,进而带动了连杆轴、连杆座与滑块体沿着左右导轨上下滑动,达到精密冲压的目的。详见图一、图二。
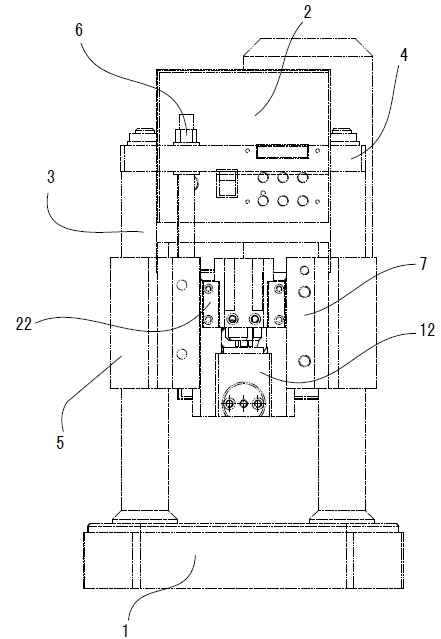

1、工作台.2、智能变频控制箱.3、立柱.4、横梁.5、机身.6、升降螺杆.7、导轨.8、偏心轴.9、连杆片.10、连杆轴.11、连杆座.12、滑块体.13、调节螺杆.14、模具压块.15、工件放置端.16、锁紧螺母.17、感应凸轮.18、滚动轴承.19、减速机.20、轴承.21、螺杆压板.22、连杆压条.23、变频电机.
三、智能变频控制系统与光电保护系统
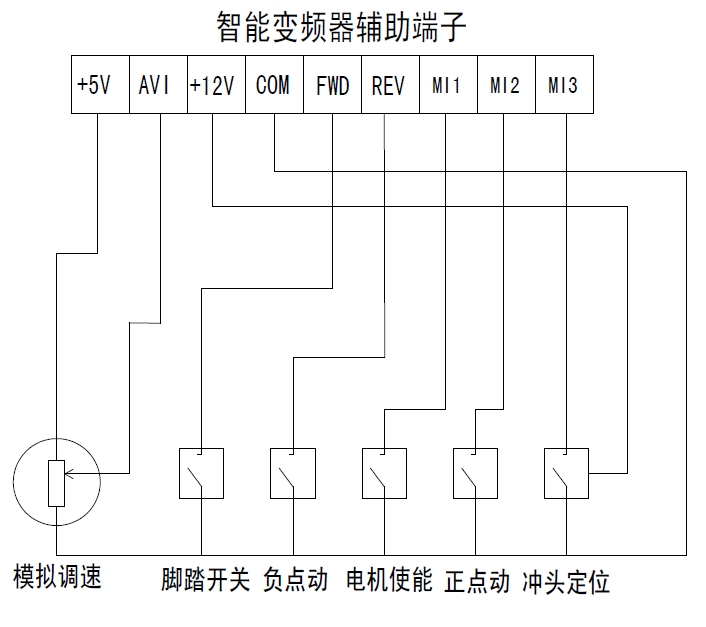
设计专用的智能变频控制系统来控制变频电机和减速机的输出,从而实现压力机的显示、点动、寸动、单次冲压、调速、连续冲压、计数冲压、断电保护、过载保护、双手按钮控制、脚踏控制、光电保护等诸多功能并可与自动生产线联机。对于安全保护装置一光电保护系统,在控制系统中预留接口,可以很方便地进行连接。详见图三、图四。

1、在这专门设计的智能变频控制系统中,设计有很多功能,具体如下:
1)清零键:计数值归零键,重新计数。
2)手动/自动键:手动状态一按上升、下降键,滑块会上升或下降。自动状态一上升、下降键失效,进入脚踏控制。
3)设置键:按此键5秒,进入参数更改状态,进入到不同的参数实现不同的功能。修改后按下复位键,可贮存参数并退回计数状态,
4)参数设置完成后,机器先断电一次然后上电,让智能变频器回归初始状态。
5)FWD:脚踏开关压接信号。
6)Ml1:电机工作的输入使能信号。
7)Ml2:高点检测信号,机器处于有效高点的时候,才能开始工作。
8)Ml3:滑块定位开关信号。
9)C0M:电路公共端。
四、结论
通过设计、制造、性能试验,并经工厂使用,与传统的同规格台式压力机相比,下死点重复定位精度高50%,噪音降低30%,单位产量能耗降低20%。而且由于传统压力机使用牵引电碰铁来控制离合器的接合与脱开,需频繁更换电磁铁这个易损件,而智能变频台式压力机不需要电磁铁控制,故障率大幅度下降。相信,这种类型的台式压力机会在电子元器件等行业的铆合、压装等工序中得到广泛的应用。
参考文献:
[1]何徳誉.曲柄压力机[M].北京:机械工业出版社,1987.
[2]济南铸锻所,等.开式曲柄压力机设计[M].开式曲柄压力机设计编写组,1979.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



