贵州航天电器股份有限公司 贵州省 贵阳市 550009
摘要:密封继电器广泛用于航空、航天、武器等高科技国防领域,是各装备系统的基础与关键元件,是现代自动化系统中最基本的电气元器件之一。随着国家重大工程的开展,对继电器提出了严苛的可靠性要求,多余物的存在严重影响产品质量稳定性及寿命可靠性。本文通过对焊接飞溅物的控制、清洗工艺研究,有效控制了产品内腔多余物。
关键词:继电器 可靠性 多余物
多余物在继电器内腔就相当于一颗定时炸弹,一旦发生失效,就是致命的。多余物会造成产品功能性故障。经统计分析某类继电器连续近两年失效数据,定位分析为多产品内腔多余物导致的问题占比高达15%,在产品失效原因中属于占比较多的一类。目前,产品生产过程对继电器多余物的控制,主要是从管理和技术两个方面结合进行。从管理方面,主要是从产品装配过程的整体环境洁净度的方面进行控制,同时通过各种管理措施减少继电器产品外部污染。从技术上,主要是通过产品组装过程控制多余物产生及多余物引入的方式进行控制,本文就从点焊飞溅产生和清洗去除多余物工艺方面开展研究。
主要从点焊设备、点焊电极材料、焊接参数优化和点焊方法改进方面进行系列试验验证。
(1)点焊设备改进
经调研验证,点焊设备从原有的国产储能点焊改进为进口精密875DPS储能焊机点焊和精密HF25型高频逆变电阻焊机点焊。进口设备主要用于簧片类点焊、磁路部分点焊和接触系统类点焊。国产设备和进口设备点焊参数特性对比见表1。
表1 各种焊机设备特性
设备特性 | 国产焊机 | 875DPS焊机 | HF25焊机 |
压力 | 不能量化,靠点焊经验对螺母进行压力调节 | 压力为刻度,方便调节,刻度与压力值对应 | 压力为刻度,方便调节,刻度与压力值对应 |
点焊参数 | 用调压器进行电压调节 | 能精确调节能量大小,精确到十分位 | 能精确调节电流值大小,精确到百分位 |
脉宽方式 | 无 | 有LONG、MIDIUM、SHORT三种方式 | 可调节电流大小、时间长短进行精确控制 |
脉冲 | 单脉冲 | 单、双脉冲可自由调节 | 单、双脉冲可自由选择调节 |
从表1可以看出,进口焊机焊接参数便于控制,各参数能够准确进行量化。产品点焊用875DPS和HF25逆变焊机进行点焊试验,点焊后质量比国产设备好,点焊牢固,点焊飞溅得到有效控制。
(2)点焊电极材料改进
根据继电器零部件点焊材料的特殊性,一般电极材料不能满足使用要求,为了改进点焊质量对电极材料进行了改进。电极材料使用要考虑其导电性和耐磨性,而电极材料的导电性和耐磨性又是成反比,根据电极样品、调研和购买三种方式对电极进行了使用,结果见表2。
表2 电极材料调研情况
调研单位 | 电极材料名称 | 物理性能 | 试验情况 |
常熟明辉焊接器材公司 | 铬锆铜(CuCrZr) | Hv35Kgf HRB75、软化温度550℃、导电率43 | 耐磨性较好,导电性较好能在进口点焊机上点出好的焊接质量,在国产焊机上焊接质量差。 |
广东大桥铜材有限公司 | 铬镍铜(CrNiCu) | Hv30Kgf HRB65、软化温度650℃、导电率35 | 耐磨性一般,导电性相对差,能在进口点焊机和国产焊机上焊接但焊接质量不稳定。 |
沈阳有色金属加工厂 | 铍钴铜(BeCoCu) | Hv30Kgf HRB60、软化温度500℃、导电率43 | 耐磨性较好,导电性较好能在进口点焊机上点出好的焊接质量,在国产焊机上焊接质量差。 |
沈阳有色金属加工厂 | 铬青铜(CrCu) | Hv25Kgf HRB60、软化温度450℃、导电率38 | 耐磨性较好,导电性较好能在进口点焊机上点出好的焊接质量,在国产焊机上焊接质量差。 |
美国UNITEK公司 | (RWMA2)、( RWMA3 ) | Hv50Kgf 软化温度较高、导电率好。 | 耐磨性好,导电性好,在进口点焊机上和国产点焊机上点出好的焊接质量,是目前调研和以前所使用材料中最好的材料。 |
通过调研,国内最好的电极材料有铬锆铜(CrZrCu)、铬镍铜(CrNiCu)、铍钴铜(BeCoCu)等合金材料。通过采购上述材料制作电极进行试验,由于生产零件材料的特殊性,这几种硬质铜合金材料中,除铬锆铜外都不能满足生产使用要求。对进口电极材料(RWMA2)进行试验,其导电性和耐磨性均比国内要好。为此,电极材料主要采购铬锆铜和(RWMA2)用于生产使用。
(3)焊接参数优化
对焊接参数进行摸索试验,同一点焊工序在满足强度要求的前提下,焊接压力尽可能减小,焊接压力减小焊接能量能够相应的减少,通过正交方法对焊接参数进行组合,选择最佳焊接组合参数,这样有利于对点焊飞溅物进行控制。脉宽方式的选择,因复原簧片厚度为0.06mm且材料为铍青铜,由于零件薄且导电性好,对复原簧片点焊采用焊接硬规范进行点焊,而对磁路和接触系统点焊采用软规范进行焊接。通过规范参数对点焊多余物进行控制也起到很好的控制作用。点焊改进前后产品对比情况见图1,部分工序试验参数见表3。
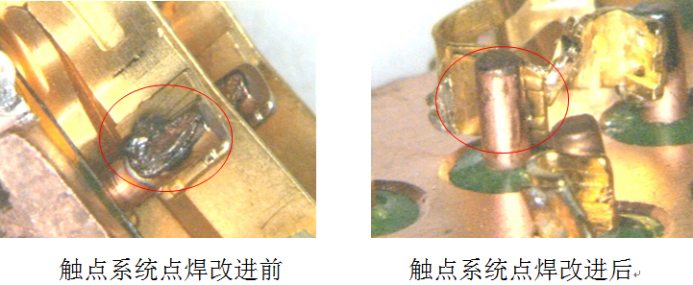
图1点焊状态对比
表3继电器点焊参数
点焊部件 | 改进前参数 | 改进后参数 | 设备 |
触点系统 | 压力5, 电流1KA,时间 4ms | 压力3, 电流0.7KA,时间 8ms | HF25 |
复原簧片 | 压力4, 电流0.8KA,时间 6ms | 压力2, 电流1KA,时间 3ms | |
接触簧片 | 压力6, 电流1.3KA,时间 8ms | 压力3, 电流1.6KA,时间 3ms |
(4)点焊方法改进
为控制点焊飞溅,在点焊时增加溶液对焊接部位进行冷却。溶液作为一种点焊介质,点焊处接触电阻比空气作为介质好。其次,由于焊接热力场温差发生了变化,加速焊接冷却作用,分部件应用情况如下:
a、触点系统蘸溶液点焊
触点系统点焊时,先将簧片在溶液中浸没,焊接时从溶液中夹取簧片,由于溶液有一定表面张力,会附着在簧片表面,焊接时簧片表面的溶液就能起到冷却左右。此时,溶液主要是作为一种点焊介质;其次,溶液能够起到散热作用,簧片上附着溶液进行点焊,使零件能够快速散热,金属在塑性状态下流动性小,向外发生的喷溅得到控制,触点系统蘸溶液后焊接处没有发黑现象,外观质量很好,提高焊接质量,点焊飞溅得到控制。
b、磁路蘸溶液点焊
磁路点焊时,将盖板、支架等零部件放置在溶液中,点焊时逐一拿出零件,溶液残余液滴会附着在零部件表面,点焊时溶液会起到冷却作用,点焊后不发生氧化变色,焊点光亮且不易产生点焊飞溅。
(1)清洗液的选择
在继电器的生产过程中,为彻底去除各种污染物,清洗溶剂的选择,应由继电器上存在的污染物种类和被清洗继电器本身所采用的材料来决定。继电器零件在装配前,已经得到各种各样的表面清洗处理。继电器整体在装配过程中,受离子型的污染机会较少且轻微,而受非离子型的污染机会多且严重。选择清洗继电器整体的溶剂,应优先着眼去除非离子型的污物和物理粘污体。根据上述要求,选用了威第尔清洗剂进行试验。
首先使用威第尔在继电器的产品上进行相容性试验。试验时将产品连续浸泡在威第尔溶剂中一周,然后取出将部分产品进行解剖,分析产品各零件的物理性能,未发现有任何变化。将剩余的产品进行封壳,按产品详细规范要求进行全性能试验,均满足要求,并进行气氛检测,均合格。
(2)清洗剂洁净度控制
清洗液的洁净程度直接影响到被清洗产品的干净程度,如果清洗液很脏,则洗不干净产品。用这种脏溶剂清洗产品后,溶剂中的悬浮物会附着在产品上,形成二次污染,特别是当悬浮物附着在产品中的某个不易看见的角落时,在后续镜检时也可能看不见,最终将悬浮物封在罩内增加产品失效的几率。为此,采取的措施是对溶剂进行过滤,将溶剂中的悬浮物尽可能滤掉。在每次过滤过程中,抽取过滤后的溶液在显微镜下检查,若发现抽取的溶液过滤不干净时,应立即打开滤芯进行清洗或更换,以保证溶液的洁净度。
(3)清洗方法
通常的清洗方法主要是手工刷洗和超声波清洗。手工刷洗的优点是刷洗力度大小可根据污染物大小多少及粘附牢度进行增减,不需使用专用设备,取材方便,成本低廉,其缺点是工作效率低下,工作环境恶劣,并且对狭缝、微孔、深孔、盲孔无法进行清洗。超声波清洗依靠其高频振动、拍击物体表面及清洗剂脱离作用的原理,在去除物体表面异物方面有特效,其清洗效率高,质量稳定,具有许多其它清洗方法无法替代的优点,但其缺点是对狭缝、微孔、深孔及小盲孔的清洗效果不佳;大多数超声波清洗机用于装清洗液的槽为平底结构,决定了清洗后残存在槽底部的多余物很难与被清洗物体有效分离,造成对被清洗物体及清洗液的二次污染;对非金属零件(特别是不易静电吸附的非金属)的清洗效果一般。由于继电器为衔铁平衡旋转式结构继电器,在磁路部分有狭缝,这两种清洗方法的缺点显然不能满足继电器的清洗需要,在经过研究和分析后,研制组装了3槽去离子水冲洗系统。
通过从点焊设备、点焊电极材料、焊接参数优化和点焊方法改进方面进行焊接飞溅物的控制,从清洗液的选择、清洗液洁净度的控制、清洗方法的改善入手进行清洗工艺研究后,有效控制了产品内腔多余物故障,经生产验证表明,采取措施后的产品多余物检测总淘汰率均在3%以下,同时外部多余物信息明显减少,有效降低了产品多余物故障发生率。
[1] GJB3608-2009.电子及电气元件试验方法.
[2] 郑天丕. 继电器•工艺•使用[M] .电子工业出版社,1996.
[3] 吴学廷,陈忠仁. 密封电磁继电器生产中的清洗技术探索[会议论文],2003.
[4] 阮菊红,史学飞. 密封继电器内部多余物的预防和控制.机电元件,2003,23.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



