郑州航天电子技术有限公司,郑州450001
摘要:针对异种不锈钢轴类零件的密封问题,采用连续激光焊接设备进行焊接试验。通过调节不同的激光输出功率等变量,测试激光连续焊接后的密封性能。并研究了不同工艺参数对激光连续焊接后的密封性能的影响。研究表明:在离焦量为+1 mm,脉宽1.2 ms,激光峰值功率800 W的情况下,密封性能最优。
关键字:异种钢;激光焊接;密封性
连接器的密封技术研究是水下连接技术领域中最关键的部分之一。通常运用密封圈、硫化和焊接等进行密封。不锈钢材料具有强度高、韧性足、易于机械加工和优秀的抗腐蚀能力,在石油、天然气和海洋科研、资源开发领域应用广泛。传统的焊接方法无法保证异种钢密封连接的焊接质量[1]。激光焊接具有能量密度和焊接效率高、热影响范围窄及变形小的优点,越来越多地应用于超薄工件的焊接[2,3]。
高功率密度的激光束辐照到试样表面,使试样吸收能量温度急速升高后熔化,激光离开材料后,冷却结晶形成焊缝。激光熔焊的过程大致为: 当激光照射在材料表面时,被吸收的激光将光能转化为热能将材料加热熔化,材料表面层的热量沿着激光作用点向材料深处传递,扩大熔化区域,激光停止入射后,熔化材料冷却凝固,两件材料焊熔在一起[4]。
2.2激光焊接及水密试验设备
图1(左)为HZL-WQCW150准连续光纤激光焊接机,采用半导体光源,脉宽范围为0.05ms~50 ms,输出功率稳定度<±1.5%,能量稳定,激光器内部自动控制以达到焊点能量稳定。图1(右)为水密试验设备,在自制的压力容器中加压氮气至2MPa,加压时长为4小时,水密试验结束后立即拿出进行绝缘电阻和耐电压测试用于判断水密性是否合格。
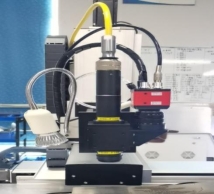

图1 激光焊接(左)及水密试验(右)设备
本文在不同工艺参数(表1)下进行焊接实验,并进行水密性测试。
表1激光焊接试验工艺参数
工艺参数 | 峰值功率 | 脉宽 | 离焦量 |
水平1 | 500 W | 0.8ms | +1mm |
水平2 | 800 W | 1.2 ms | 0 |
水平3 | 1100 W | 1.6 ms | -1mm |
改变激光峰值功率(表1),其它参数为脉宽1.2ms和离焦量+1mm。如图2所示,通过分析可知,当功率为500W时,激光未穿透上层焊缝到达台阶处,两零件不能充分融合;当功率为800W时,激光刚好穿透上层焊缝到达台阶处,形成很好的密封焊缝;当激光峰值功率高达1100W时,会将上层材料烧穿,达不到焊接效果。水密性试验结果表明,只有功率为800W时,水密性试验才合格。
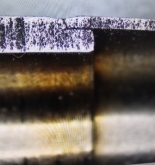

图2激光未穿透(左)和穿透(右)上层焊缝到达台阶处
4.2激光脉宽对焊接后密封性的影响
改变激光脉宽(表1),其它参数为激光峰值功率800W 和离焦量+1mm。通过分析可知,当激光脉宽从0.8ms逐步增大时,激光逐渐穿透上层焊缝到达台阶处。当激光脉宽达到1.2 ms时,激光刚好穿透上层焊缝到达台阶处,形成很好的密封焊缝,两零件刚好充分融合形成密封。当激光脉宽从1.2ms逐步增大到1.6 ms时,将上层材料烧穿,导致水密性试验不合格。
4.3离焦量对焊接后密封性的影响
在激光焊接时,若激光的焦点刚好落在焊接区域表面,过高的功率密度会导致击穿、飞溅甚至出现裂纹和孔洞,导致密封性不合格。因此需要设置一定的离焦量。如果焦点聚焦在试样表面之上,则称为正离焦,反之称为负离焦。不论是正离焦还是负离焦,最终通过改变离焦量的大小,影响的是焦点光斑直径和焊缝输入的功率密度[5,6]。在脉宽1.2 ms保持不变,激光峰值功率为800W,离焦量从-1mm变为0mm再变为+1mm,分别焊接了3件用于水密性试验。只有离焦量为+1mm的试样水密性试验合格。
5结论
(1)结合水密性试验和绝缘耐压分析,激光峰值功率、激光脉宽和离焦量的选取对激光焊接后密封性有很大影响。
(2)结合水密性试验和绝缘耐压分析,焊接异种钢轴类件,在激光峰值功率为800W,脉宽1.2ms和离焦量为+1mm,的情况下,激光连续焊接后的密封性能最优。
参考文献
[1]施超,石铭霄,赵健,陈书锦,杨志东. AISI 304钢-铌异种金属激光焊温度场及残余应力研究[J].激光加工,2019,62(23/24):59-65.
[2]胡席远,熊建钢,胡伦骥,等.薄板激光焊接质量影响因素研究[J].应用激光,1998,18(1):38-40.
[3] TZENG Y F.Process characterization of pulsed Nd:YAG laser seam welding[J].Advanced Manufacturing Technology,2000,16(1):10-18.
[4]王维东. 2205双相不锈钢钢管激光焊[D].西安石油大学,2020.
[5]刘丹. 激光焊数值模拟及实验研究[D].南昌大学,2015.
[6]朱玮涛,张海兵,吴苏兴.微波组件壳体激光焊接技术的研究[J].雷达与对抗,2014,34(01):53-57.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



