中车长春轨道客车股份有限公司
摘要:对焊接结构件产生焊接变形的原因进行了分析,阐述了各种类型的焊接变形防治措施。
关键词:焊接;应力;变形
引言
焊接工序在轨道客车生产中占有十分重要的地位,大部分部件都是通过焊接工艺连接在一起的。但由于焊接工艺的特殊性,在部件焊接过程中不可避免的由于焊接应力导致的焊接变形,并且焊接结构许多破坏事故是由焊接应力及焊接变形所导致,因此研究焊接结构件防变形的措施具有很重要的意义。
一、焊接结构件产生变形的类型
焊接结构件产生变形主要是由焊接残余应力造成的。焊接结构件变形的类型有:
(1)收缩变形 由在焊缝方向发生的纵向收缩和垂直于焊缝方向的横向收缩组成。
(2)弯曲变形 由纵向收缩引起的弯曲变形;由横向收缩引起的弯曲变形(角变形)。
(3)波浪变形 薄板焊接产生压缩残余应力,使构件出现因压曲形成的波浪变形。
(4)扭曲变形 构件绕自身轴线扭曲。
二、 控制焊接结构件变形主要措施
1 改进焊接结构
合理的设计结构是控制焊接变形的第一步,具体改进措施如下:
(1)合理选择焊缝形式和尺寸。
(2)尽可能减少不必要的焊缝。
(3)合理的安排焊缝的位置,避免焊缝过分集中。
2 采用刚性固定法
刚性大的结构焊后变形一般都比较小。对刚性比较小的构件采用专用的夹具、支撑杆、胎具、或点固在工作台上提高它的刚性以减小变形。这种方法防止角变形和波浪变形效果比较好。必须注意的是,应该在焊后工件温度冷却到室温后,再去掉刚性固定。并且在去除刚性固定前采用锤击法进行敲打,可以消除部分应力,减小变形。
3 预留收缩变形余量
根据焊接收缩的理论计算值和经验值,在工件下料及加工时预先考虑收缩余量,以便焊后工件达到要求的性状、尺寸。在焊缝收缩的方向上预先留出收缩量,保证焊接后的构件满足要求尺寸,注意如在实际生产中构件的焊缝形状为不规则形状,这样预留得焊接收缩量就不能以一般的理论公式来计算,而是需要进行焊接试验来确定焊接收缩量。目前我公司生产的转向架很多部位均采用预留焊接收缩变形余量,既可以保证加工尺寸,又能保证构件整体组焊后不会产生更大的变形。
4 采用反变形法
根据理论计算和经验,预先估计结构焊件变形的大小和方向,然后在焊接装配时给予一个方向相反、大小相等的人为变形,焊接变形将抵消该人为变形而使构件得到正确形状。由于焊接的不对称,焊接收缩造成角变形,我们在装配时加一个与变形相反的角度,焊接后变形与反变形相抵,使工件满足要求。
5 选择合理的装配焊接顺序
把构件适当地分成部件,分别装配焊接,然后再组焊成整体,使不对称的焊缝或收缩量较大的焊缝能比较自由地收缩而不影响整个结构。如图1所示,焊接的顺序为1-2-3-4-5-6,则会产生局部隆起变形。这是因为最后两道焊缝5和6的横向收缩在板中部引起压缩应力,造成中部隆起。正确的焊接顺序为1-2-5-6-3-4,这时所有焊缝的横向收缩都不会受到约束吗,不会产生中部隆起变形。按照这个原则生产复杂的大型焊接结构件既有利于控制焊接变形,也可以同时进行生产作业,缩短生产周期。
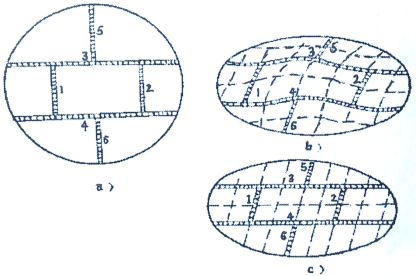
图1
6 提高组对精度,减少焊接变形
提高组对精度、减少间隙可以减少焊接量,从而减少焊接变形。组对过程中由于单件尺寸超差导致组对间隙大,焊接时填充量大,输入更多的热能,工件焊后易产生较大的变形。因此应在组对工序严格控制组对间隙,以控制焊接变形。
三、 焊接结构件防变形措施应用
1 选择合理的焊接顺序
选择焊接结构中常用的实腹梁结构为例(图4),由于实物尺寸要求比较长,而且钢板较薄,为了防止焊接时产生变形,此钢板多块下料后装配时再焊。焊接顺序为先焊6和2焊缝,再焊4焊缝,最后焊5、7、3、1焊缝。
2 反变形
焊接2和6焊缝时,上下翼板由于焊接收缩而引起变形,我们预先在装配时组装成所示的形状,通过反变形来纠正焊接所产生的变形。
四、 焊接变形纠正方法
焊接变形的纠正方法可分为机械纠正和火焰加热纠正两种,它们的实质都是使焊接结构件产生新的变形,以抵消焊接变形。
1 机械纠正
机械纠正是给构件施加外部机械力,使构件产生与焊接变形方向相反的塑性变形,从而消除焊接变形的方法。外部机械力的施加可通过压力机、锤击和碾压等方法实现。机械纠正方法一般使用于刚性较小的不太厚的板结构。
城轨车转向架均采用校直机进行校直。该方法校直的尺寸主要依靠操作者的经验而定,在校直过程中用尺寸检测需要校直的尺寸,校直机所走的行程比需要校直的尺寸略大,因为钢板的弹性会导致校直部位的尺寸略微回弹。这种纠正方法生产效率较高,但需要比较大型的设备,且纠正过程中存在一定的风险。如操作不当,将造成构件表面存在压痕或焊缝区域出现裂纹等。
2 火焰加热纠正
火焰加热纠正是利用火焰加热时产生的局部压缩塑性变形使构件较长的部分在冷却后缩短来消除变形的方法。在加热过程中,可以同时施加机械力,以提高矫正效果。根据构件结构特点和焊接变形的实际情况,可以选择点状加热、线状加热和三角形加热等加热方式,但具体的加热部位及面积要根据变形的大小进行确定。
火焰加热纠正需要操作者具备丰富的火焰加热经验:(1)需要操作者对火焰温度的控制非常严格。温度较低,无法调整尺寸;温度过高,造成加热的区域硬度降低,整体强度下降。(2)需要操作者对整体结构和变形情况比较了解,确定加热的部位及面积。火焰加热纠正相比机械纠正生产效率低,需要操作者具备丰富的经验,但其应用范围较广。
结语
焊接变形研究对大型钢结构制造加工是十分重要与必要的,特别是在轨道车辆转向架的制造过程中,根据计算和分析结果采取相应的工艺措施,既保证了焊接结构件的质量,又提高了生产效率,从而降低了生产成本。
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



