中核华辰建筑工程有限公司 军工工程分公司 甘肃 735100
摘要:钢筋埋弧压力焊是将钢筋与钢板安放成T型连接形式,利用焊接电流通过,在焊剂层下产生电弧,形成熔池,加压完成的一种压焊方法,被广泛地应用于核电、民建以及军工等各个建筑行业,成为现代建筑行业中不可缺少的焊接工艺方法。预埋件作为建筑物施工中的重要构件,焊接质量直接影响结构的质量与安全。本文简要介绍了钢筋埋弧压力焊在预埋件制作中的应用,为后续工程预埋件制作提供一些借鉴。
关键词:预埋件;焊接工艺;钢筋埋弧压力焊
1引言
在建某西北项目土建主体结构预埋件制作采用手工电弧焊、钢筋埋弧压力焊和二氧化碳气体保护焊等焊接工艺,虽然都能够保证预埋件的焊接质量,但是从焊接效率、节省能源、劳动条件以及操作难易程度等方面考虑,对于直径为6mm~20mm的(直)钢筋焊接,钢筋埋弧压力焊是优先考虑的焊接工艺。
2焊接设备
2.1设备要求
钢筋埋弧压力焊的焊接电源宜选用500型(钢筋直径为6mm)或1000型(钢筋直径大于等于8mm)的弧焊变压器,焊机型号有RSM1000、RSM2500和RSM3150,其主要由焊接电源、控制器、焊枪、地线钳、焊接电缆等部分组成(图1)。
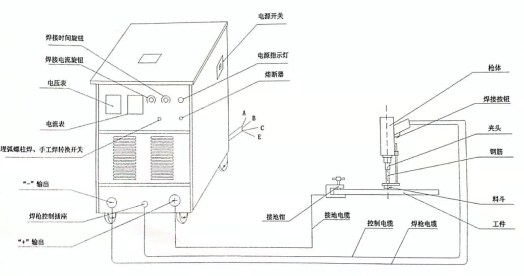
图1 焊机示意图
2.2设备特点
2.2.1焊接电源
(1)焊接电源应具有下降的静外特性,从而维持电弧的稳定性,以保证焊接质量。
(2)焊接电源应有引弧电流(40~50A)和较高的空载电压(70~100V),以保证引弧成功率,从而满足提升高度较大时的需求。
(3)要有较高的负载电压。按弧焊电流下降特性的定义,当焊接电流≥600A时,其负载电压应保持44V不变。若焊接电缆较长时,电压下降很大,若果不增加负载电压加以补偿,就会大大降低焊接的能力。
2.2.2焊接极性
当焊接黑色金属(碳素钢、不锈钢、铸铁等)时,应采用“直流正接”,即焊枪(钢筋)接焊接电源的负极,工件接正极,由于焊接时,阳极的温度高于阴极的温度,这样可以增加熔深;当焊接有色金属(铜、铝、合金等)时,则应“直流反接”。
![]()
2.2.3 设备接地
由于被焊构件的不对称性和接地钳固定点不合理等诸多因素,造成钢筋焊接附近磁场分布不均匀,使电弧四周受到的电磁力不平衡,因而产生电弧的磁偏吹现象,致使钢筋周围焊缝部均匀。所以,设备必须对称接地。
3焊接工艺
钢筋埋弧压力焊是将钢筋与钢板安放成T型连接形式,利用焊接电流通过,在焊剂层下产生电弧,形成熔池,加压完成的一种压焊方法【2】,这种焊接方法工艺简单、功效高、质量好、成本低。具体工艺如图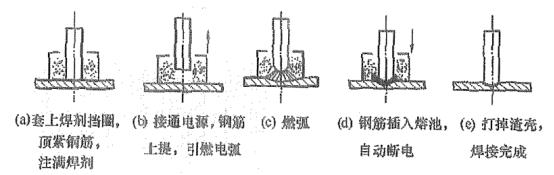
2所示。
图2 预埋件钢筋埋弧压力焊示意图
(1)施焊前,钢板钢筋应清洁,必要时除锈,钢板应平放,并与铜板电极紧密接触。
(2)将锚固钢筋夹于夹钳内,并夹牢;并应放好挡圈,注满焊剂。
(3)接通高频引弧装置和焊接电源后,应立即将钢筋上提,使电弧稳定然后,再逐渐下送。
(4)顶压时力度应适中。
4焊接工装
4.1 工装制作
在熟悉并掌握钢筋埋弧压力焊焊接工艺的情况下,为了更好地保证焊接接头的质量、提高焊接的效率以及操作简单化,施焊过程中需借助配套的工装夹具。
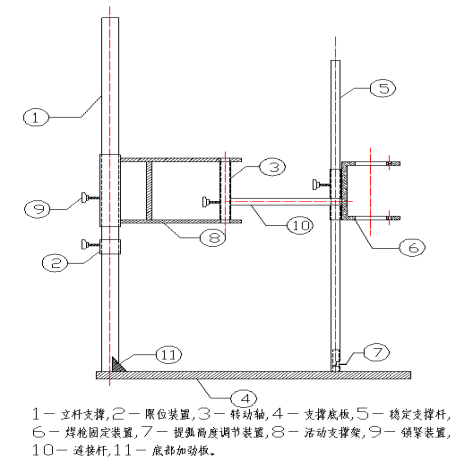
图3工装夹具
4.2 工装调节
首先根据预埋件钢筋的直径选用合适的钢筋夹头牢固夹持在焊枪端头,将焊枪夹持在⑥焊枪固定装置上,然后根据钢筋的长度调节⑦提弧高度调节装置来调整钢筋的提弧高度,进而调节②限位装置和⑨锁紧装置进行工装的锁定,最后调节③转动轴至焊接位置。
4.3 工装操作
(1)工装调节完毕后,在施焊位置安放挡圈,检查钢筋与挡圈是否同心,选择合格并烘干好的焊剂(8-40目HJ431型焊剂)注满挡圈。
(2)根据钢筋的材质、直径和焊接位置选择合适的焊接电流和焊接时间。
(3)以正确的扶持方法握住焊枪(一只手握住抢把,另一只手扶持枪身),压下枪身,按动焊枪上的按钮(具有自动控制识别功能,无需长按按钮),完成接通电源-引弧钢筋提升-燃弧-插入熔池-形成焊接接头整个过程,清除接头部位的渣壳,至此,一个埋弧压力焊钢筋接头的焊接过程结束。
5焊接参数
钢筋埋弧压力焊的焊接参数包括引弧提升高度、电弧电压、焊接电流、伸出长度、焊接通电时间等,具体的焊接参数如下表1所示。
表1钢筋埋弧压力焊焊接参数【1】
钢筋 牌号 | 钢筋直径(mm) | 焊接电流(A) | 焊接时间(s) | 提升高度(mm) | 伸出长度(mm) | 焊剂 牌号 | 焊机 型号 |
HPB300 HRB335 HRBH335 HRB400 HRBF400 | 6 | 450~550 | 3.2~2.3 | 4.8~8.5 | 5.5~6.0 | HJ431 SJ101 | RSM1000 |
8 | 470~580 | 3.4~2.5 | 4.8~8.5 | 5.5~6.5 | RSM1000 | ||
10 | 500~600 | 3.8~2.8 | 5.0~6.0 | 5.5~7.0 | RSM1000 | ||
12 | 550`650 | 4.0~3.0 | 5.5~6.5 | 6.5~7.0 | RSM1000 | ||
14 | 600~700 | 4.4~3.2 | 5.8~6.6 | 6.8~7.2 | RSM1000/2500 | ||
16 | 850~1100 | 4.8~4.0 | 7.0~8.5 | 7.5~8.5 | RSM2500 | ||
18 | 950~1200 | 5.2~4.5 | 7.2~8.6 | 7.8~8.8 | RSM2500 | ||
20 | 1000~1250 | 6.5~5.2 | 8.0~10.0 | 8.0~9.0 | RSM3150/2500 | ||
22 | 1200~12350 | 6.7~5.5 | 8.0~10.5 | 8.2~9.2 | RSM3150/2500 | ||
25 | 1250~1400 | 8.8~7.8 | 9.0~11.0 | 8.4~10.0 | RSM3150/2500 | ||
28 | 1350~1550 | 9.2~8.5 | 9.5~11.0 | 9.0~10.5 | RSM3150 |
6焊接缺陷的产生及消除措施
6.1焊接电流的影响
根据钢筋直径选择合适的焊接电流,以免影响焊接质量,造成不必要的焊接缺陷。
名称 | 电流过大 | 电流过小 |
焊接缺陷 | 咬边、钢板焊穿、钢筋淬硬脆断、钢板凹陷等 | 未熔合 |
6.2焊接时间的影响
根据钢筋直径选择合适的焊接时间,以免影响焊接质量,造成不必要的焊接缺陷。
名称 | 焊接时间过长 | 焊接时间过短 |
焊接缺陷 | 咬边、钢板焊穿 | 未熔合、钢筋淬硬脆断、钢板凹陷等 |
6.3焊剂的影响
(1)施焊前应选择合格的埋弧焊剂(包括型号、颗粒大小等)经烘干再使用,如焊剂未烘干或者焊剂粒径过大,在施焊过程中会造成气孔的形成。
(2)焊剂在重复使用过程中需将混杂的焊渣清理干净,否则会造成焊缝夹渣的缺陷。
6.4接地的影响
由于钢板形状的不规则或接地钳固定点不合适等诸多因素,造成焊接点附近的磁场分布不均匀,因而产生电弧的磁偏吹现象,导致钢筋接头四周的焊缝不均匀,出现偏弧现象。
6.5提升高度的影响
提升高度的调节可以影响顶压力的大小,从而影响焊接质量。当提升高度偏大时,会造成焊缝未熔合缺陷;当提升高度偏小时,会造成母材凹陷缺陷。
综上所述,当发现焊接缺陷时,宜按表2查找原因,采取措施,及时清除。
表2预埋件钢筋埋弧压力焊接头焊接缺陷及消除措施
项次 | 焊接缺陷 | 清除措施 |
1 | 钢筋咬边 | a、减小焊接电流或缩短焊接时间; b、增大压入量。 |
2 | 气孔 | a、烘焙焊剂; b、清理钢板与钢筋上的铁锈、油污。 |
3 | 夹渣 | a、清除焊剂中的熔渣等杂物; b、避免过早切断焊接电流; c、加快顶压速度。 |
4 | 未熔合 | a、增大焊接电流,增加焊接通电时间; b、适当增大顶压力。 |
5 | 焊包不均匀 | a、保证焊接地线的接触良好; b、使焊接处对称导电。 |
6 | 钢板被焊穿 | a、减小焊接电流或缩短焊接时间; b、避免钢板局部悬空。 |
7 | 钢筋脆断 | a、减小焊接电流,延长焊接时间; b、检查钢筋化学成分。 |
8 | 钢板凹陷 | a、减小焊接电流、延长焊接时间; b、减小顶压力,减小压入量。 |
7焊接质量的检验
7.1取样数量
预埋件钢筋T型接头的外观质量检查,应从同一台班内完成的同类型预埋件中抽查10%,且不得少于10件。
当进行力学性能试验时,应以300件同类型预埋件作为一批,一周内连续焊接时,可累计计算。当不足300件时,也应按一批计算,应从每批预埋件中随机切取3个试件进行拉伸试验【1】。
试件的尺寸见图4,试件的钢筋长度应大于或等于200mm,钢板(锚板)的长度或宽度应等于60mm,并视钢筋直径的增大而适当增大。
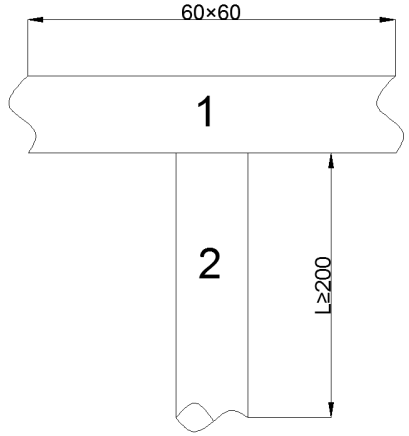
1-钢板;2-钢筋
图4预埋件钢筋T型接头拉伸试件
7.2外观检查
(1)当采用HPB300钢筋时,角焊缝尺寸(K)不得小于钢筋直径的50%;采用其他牌号的钢筋时,焊缝尺寸(K)不得小于钢筋直径的60%。
(2)接头焊接完成后,敲去渣壳,四周焊包凸出钢筋表面的高度,当钢筋直径为18mm及以下时,不得小于3mm,当钢筋直径为20mm及以上时,不得小于4mm。
(3)钢筋咬边深度不得超过0.5mm。
(4)焊缝表面不得有气孔、夹渣和肉眼可见裂纹。
(5)钢筋相对钢板的直角偏差不得大于2°。
7.3拉伸试验
因试验室无夹持预埋件T型接头试件夹具,故将两块试件钢板侧顶齐后,钢板四周利用焊条电弧焊焊接牢靠,如图5所示,确保在拉伸试验中不会从此焊缝处断裂。在制作此拉伸试样时应注意两根钢筋中心线在一条直线上,不会因钢筋偏心影响拉伸试验结果。此拉伸试样做三组。
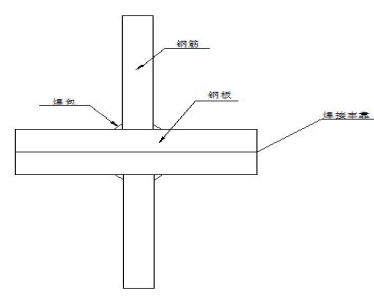
图5 拉伸试验试件示意图
预埋件T型接头试验评定:3个试件均断裂于钢筋母材,延性断裂,抗拉强度大于等于钢筋母材抗拉强度标准值,即为合格。结合表3,可判定接头质量合格。
表3预埋件钢筋T型接头抗拉强度规定值
钢筋牌号 | 抗拉强度规定值(Mpa) |
HPB300 | 400 |
HRB335、HRB3F35 | 435 |
HRB400、HRBF400 | 520 |
8总结
预埋件钢筋的焊接作为筑物施工中不可或缺的工序,有着举足轻重的地位,它直接影响着工程的质量与安全。通过焊接工装制作,焊接工艺参数的控制,对于直径为6mm~20mm的(直)钢筋焊接,采用钢筋埋弧压力,不但保证了预埋件钢筋接头的焊接质量,而且在加工效率和简化劳动力方面都有很大的提高,可以很好地推广应用在预埋件制作过程中。
参考文献
[1]中国工程建设标准化协会标准.钢筋焊接及验收程.北京:中国建筑工业出版社,2012.08
[2]中华人民共和国国家标准.钢结构焊接规范.北京:中国建筑工业出版社,2012.08
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



