( 宝武集团广东韶关钢铁有限公司,广东 韶关 512123)
摘要:文章通过对炼钢直送辊道、平板小车、保温车运输钢坯的分析研究,提出一种红送钢坯的调度方法,以直送辊道、平板小车和保温坑三者相互配合的方式,最大程度地满足红送钢坯的目的,提高钢坯的热送热装率,降低煤气消耗。
关键词:热送热装 平板小车 保温坑 优化 调度方法稳定性
1 前言
在钢铁生产厂,炼钢生产车间完成红坯浇铸后,钢坯需从炼钢生产车间输送至轧钢生产车间进行轧制,在这个过程中,必须尽可能地保证红送钢坯的温度,提高红送钢坯轧制温度,有利于提高生产线的机时产量,同时在很大程度上降低加热炉的煤气消耗,对于轧钢生产线的挖潜增效、成本控制等有着重要的意义,因此,如何有效提高热送热装率就变得尤为重要。
2 红送钢坯运输方式
目前,通过直送辊道将钢坯从炼钢生产车间直送至轧钢生产车间是应用最多也是最为普遍的一种输送方式,但如果直送辊道出现故障,将严重影响生产进度,且高温钢坯长时间不进行轧制工序,坯料会出现弯曲等缺陷,需要重新回炉,造成资源的极大浪费。因此,钢厂一般会采用以下方式进行钢坯的备用运输:
(1)通过平板小车近距离运输,但钢坯温度较高,普通的吊装工具如常用的电磁铁吊装工具无法进行吊装,且高温钢坯还会对平板小车的运转带来较大的技术挑战,因此需将高温钢坯在炼钢冷床设备上冷却至500度以下才可进行吊装、装车,严重损失了钢坯的热量。且平板车上没有保温罩,在运输过程中,也会存在热量浪费的情况。
(2)通过保温车进行远程运输,虽然能够有效的保持钢坯的热量,但保温车无论是运输成本还是采购成本都对企业带来了资金的压力,而且一般在钢铁厂,保温车的使用台数也是极为有限的,所以很多钢坯都是由汽车平板车,也就是没有设有保温罩的汽车进行拉运,在这个过程中,钢坯的温度也会出现大量的损失。
以上方式虽然均能将钢坯输送至轧钢生产车间,但存在钢坯运输温度过低、热量浪费、资金压力等不足,且不能保证钢坯红送进度,会出现一组红钢一组低温钢的情况,导致炼钢浇注的红送速度不能与轧钢速度匹配;且还会对轧钢车间加热炉加热的煤气消耗带来的极大的困难,要么钢坯在加热炉内待温,要么强行轧制,待温严重影响生产节奏,强行轧制对生产线上的设备带来超负荷运转,对设备的使用寿命带来了巨大的影响。
3 热装热送技术现场研究
3.1钢坯与保温坑的研究
保温坑是为了实现高温钢坯的中转,保温坑的保温效果与管理红坯的温度有着重要的关系,通过设置保温坑周转,使得高温钢坯首先聚集在保温坑中,通过热量聚集以及保温坑的保温性能减缓钢坯的热量流失。最后,可在炼钢直送设备输送钢坯至轧钢生产车间的间隙时间内吊装保温坑内的钢坯进入轧钢的上料台,从而消化掉保温坑内的钢坯。保温坑由三面结构构成,主要材质为钢筋混凝土,两侧墙体18材质为钢筋混凝土-保温层-钢筋混凝土结构,底面为钢筋混凝土-保温层-钢筋混凝土-保温块,在保温坑底部还铺设有一层保温块,可为鹅卵石17,保温坑结构图如图1所示:
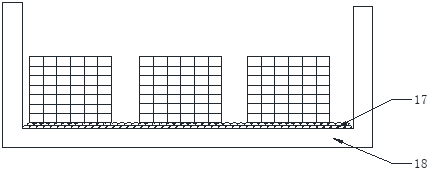
图1
保温坑的高度优选可堆放10组及以上的钢坯高度,长度优选可放置2组及以上的钢坯,宽度为钢坯1组及以上钢坯,保温坑的储存量最大≥140只钢坯温控效果最佳。另外,通过调整保温坑的大小采用统一的夹钳式吊装工具,便于两个生产车间可以统一吊装调度,吊具可以快速的进行吊装至上料台;
3.2 平板小车保温性研究

图2
为了提高平板小车的使用寿命,保证红送钢坯的温度,对平板小车保温性进行研究,在平板小车的承重面6上涂覆有耐高温隔热材料5,作为第一隔热层,有效隔离高温钢坯1,并在承重面上设有两个以上的受力柱,以使钢坯坐落在受力柱上,可防止在吊装过程中,因吊装操作失误等原因导致钢坯与耐高温隔热材料5接触,由受力柱承担吊装过程中的冲击和碰撞,进一步提高平板小车表层承重面6的使用寿命,同时也有效地保证了平板小车底部传动设备的使用寿命。
3.3 智能控制保温罩实践
为了减缓平板小车在运输过程中或者等待过程中减缓红坯的温降速度,平板小车上设有分体式保温罩2,分体式保温罩2两端为封闭式,对应另一端为非封闭式,或分体式保温罩2两端的封闭板可直接固定在平板小车上;同时在所述保温罩底部设有导轮3、传动齿轮、传动电机、机座,所述平板小车上设有滑轨4、横移齿条导轨等;所述导轮3通过传动电机提供动力,可在所述滑轨4上移动;传动电机安装在机座上,连接传动齿轮。同时在保温罩2罩体内部设置有多组高温防变形结构19,中间填充有耐火材料20,如图3所示:

图3
为了降低操作人员的劳动强度和提高控制性能,更快速地响应保温罩开合操作,用于导向平板小车的路轨两端的末端设有金属检测器;平板小车空车驶入炼钢生产车间,金属检测器1检测到小车,信号通过检测器反馈至PLC系统,自动控制保温罩2上的驱动装置运转,实现保温罩2自动打开,在平板小车装好高温钢坯后,平板小车驶向轧钢生产车间,在金属检测器1未检测到平板小车,保温罩2的驱动装置运转,实现保温罩2闭合;通过以上对平板小车结构进行改进,极大的降低了钢坯的温降速度。通过保温罩的设计,钢坯温度在700~800°区间温度时,钢坯在吊装过程中及运输过程中平均每一分钟损失5°;而在保温坑后,平均每10分钟损失温度5°,最大程度保证了红送钢坯的技术目的。
4现场应用效果:
经现场技术研究,技术改良后,高温钢坯的轧制温度得到保证,热量损失减少,热送热装率进一步提高。通过对平板小车的结构进行优化,一方面提高了平板小车输送钢坯的温度,使轧钢生产车间加热炉加热煤气消耗及温度更加均匀,为红送钢坯增加了稳定性。通过智能化控制平板小车的保温罩开启、以及控制平板小车的运输节奏,降低了工作人员的劳动强度,且保证了工作人员的安全,控制性能得到提高。
参考文献:
[1]《钢铁厂工业炉设计参考资料》编写组.《钢铁厂工业炉设计参考资料》下册[M].北京:冶金工业出版社.
[2]连铸坯热送热装技术[M]. 冶金工业出版社 , 余志祥主编, 2002
[3] 连铸连轧理论与实践[M]. 冶金工业出版社 , 任吉堂等编著, 2002

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



