江门市屹成智能装备有限公司
摘要:本文对转子绕线机与转子加工技术进行了简述,并针对现有转子放入全自动转子绕线机上是通过人工进行,自动化程度不高的缺点,设计了转子入料装置、转子输送装置、及上料装置,实现全过程自动化,提高了工作效率,降低了生产成本,安全性能高。
关键词:转子加工;自动化;上料
1、前言
随着先进制造技术的快速迭代更新,自动化技术在各行各业中得到了大规模的应用与发展。绕线机作为一种机器设备,其功能是将线状的物体缠绕到特定的工件上,在工业生产中 已经得到了广泛的应用,随着电子、电子等相关技术的进步,对绕线机的需求及功能要求随之增高,绕线行业越来越精细化,产品的性能需求更高,自动化绕线机技术还得不断的提升绕线机从手动绕线机到半自动绕线机,再到全自动绕线机,生产效率都得到了大幅度的提高。
2、转子加工技术
近些年来,受下游应用行业的需求拉动,我国微电机制造行业的发展速度较快。同时受国内人工成本的上行压力,电机生产厂家对转子绕线机的自动化及生产效率提出了更高的要求。在转子加工的工程中,转子的绕线是很重要的一个步骤。现有技术中,加工操作人员手动将转子逐一地放置在待绕线工位,或使用特定工具将转子放置在待绕线工位,再通过绕线设备将铜线绕制在转子铁芯上形成转子绕组。绕线机单位时间内所加工完成的电机转子的数量少,所花费的生产成本高,加工效率低下,劳动强度大,产品的不合格率也偏低[3]。
3、高效转子绕线的技术
目前,在转子加工的过程中,转子的上料、下料、输送、输出、换料等工序大部分都通过人工进行,效率低下,随着人工成本的不断增加,对电子制造业企业的生产成本带来了很大的压力。本文分别对转子上料、输送、输出等设备进行的研究,对各部分进行优化设计。
3.1 转子入料装置优化设计
(1)转子入料装置结构
转子入料装置包括:夹具运动组件、夹具组件,两组件均设置在安装架上,且结构如图1所示。
夹具运动组件包括安装板、同步带、拖链、滑动轨道。在安装板一侧设置同步带,并与拖链连接,安装板的另一侧连接滑动轨道。安装板两端分别设有主动同步带轮、从动同步带轮,同步带连接主动同步带轮、从动同步带轮,主动同步带轮通过伺服电机驱动。
夹具组件包括第一气缸、第二气缸、第三气缸、夹爪、拖链固定板,拖链固定板与拖链连接,且夹具组件整体滑动安装于滑动轨道上,第一气缸采用三轴气缸,第二气缸采用旋转气缸,第三气缸采用手指气缸。
(2)工作原理
主动同步带轮通过伺服电机驱动,并带动同步带与从动同步带轮,拖链在同步带带动下,转子夹具组件整体在滑动轨道上移动。夹爪在第一气缸驱动第二气缸以及夹缸固定板带动向下运动,并驱动旋转夹缸固定板,使夹爪向下旋转,夹具在第三气缸驱动下夹取转子,并转送到预定位置。
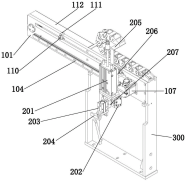
图1 转子入料装置优化设计
3.2转子输送装置优化设计
(1)装置结构
转子输送装置包括夹具模组、输送模组,两组均设置于机架上,转子输送模组设置于转子夹具模组下方。
夹具模组包括夹具运动组件、夹具组件,夹具组件安装在夹具运动组件上;夹具运动组件包括第一气缸、气缸支架、气缸固定板、第二气缸、气缸固定板、夹缸、夹爪、光电固定板,夹具组件在气缸固定板安装。第一气缸为无杆气缸,气缸固定板于无杆气缸上横向运动,第二气缸采用三轴气缸,夹缸采用Y型手指气缸。光电感器安装在光固定板上。
转子输送模组包括转子限位组件、传送组件;转子限位组件由一组限位板构成,限位板上开设有数个用以放置转子的凹槽,限位板中间设置传送组件,由传送带构成,传送带上设有数个转子卡位,且传送带下方设有升降电机。
(2)工作原理
气缸固定板带动夹具组件通过第一气缸移动至气缸支架,并靠近上一生产线的一端,夹缸以及夹爪通过第二气缸驱动夹缸固定板向下运动,夹爪通过夹缸控制,对转子夹取,在第二气缸的作用下向上移动,在第一气缸的作用下,夹具组件移动至气缸支架的另一端,使转子向下运动,转子放置在转子凹槽内,由升降电机推动传送带向上运动,使转子卡位与转子卡合,传送带运动,带动转子向前运动,进入下一生产线。
3.3自动上料装置优化设计
(1)装置结构
自动上料装置包括:转子自动上料模组、转子移动选向模组、转子自动下料模组,上料装置与绕线装置相连接。
转子自动上料模组包括前转子流水线组件、及转子入料组件,两组件连通,将已完成上工序的转子转移到自动上料装置;
转子移动选向模组包括转子移动组件、转子选向组件、转子换料组件,转子入料组件下方与转子移动组件一端连接,转子选向组件连接同一端,转子换料组件在另一端上方连接,以对转子圆周方向定位,并移动至自动绕线工序中;
转子自动下料模组包括转子出料组件、后转子流水线组件,转子换料组件下方与转子出料组件一端连接,转子流水线组件与另一端连接,转子流水线组件与下一工序连通,以将绕好线的转子移动至下一工序中。
(2)工作原理
转子经过前工序经前转子流水线组件中夹取组件移动到放置槽内,转子入料组件在驱动装置的带动下驱动主动同步带轮,从而带动从动同步带轮、同步带,此时,夹取装置整体通过带动拖链在安装的滑动轨道上移动,夹缸固定块随着旋转气缸转动,并带动手指气缸,夹爪被驱动夹取转子,并将转子转移到转子移动组件的转子固定座上,转子在转子选向组件作用下进行圆周定位,定位结束后,使用推板将固定座移动至传送带,在传送带的带动下转子固定座移动至后方。转子固定座上的转子被转子换料组件的夹具夹取到全自动转子绕线装置的料道上,将转子移动至全自动转子绕线装置内部进行绕线,绕线结束后使用夹取机构将绕线后的转子转移至转子出料组件,最后进入后转子流水线组件内,进入下一工序。
4、小结
本文针对现有转子放入全自动转子绕线机上是通过人工进行,自动化程度不高的缺点,设计了转子入料装置、转子输送装置及上料装置,实现全过程自动化,提高了工作效率,降低了生产成本,安全性能高。
(1)转子入料装置:转子的夹取利用气缸的控制夹爪实现,同步带、拖链同时配合能够使转子实现水平、垂直方向上移动,实现转子的运送,全过程中无需人工参与,实现工作效率的提高与生产成本的降低。
(2)转子输送装置:转子夹具模组夹取上一生产线中的转子,随后放置于转子输送模组中,由转子输送模组将转子输入下一工序中,无需人工上下料,大幅降低了生产成本,同时提高生产效率。
(3)上料装置:结构紧凑,体积小,同时可以对多个转子芯进行上料,其工作效率更高,产量更大;通过移动平台进行物料的运输,能够实现自动化生产,并且比起传统的直接将转子芯人工放置于绕线工作区上,安全性更高。
参考文献
[1]武龙飞.自动绕线机开发及其关键技术研究.东北大学.2022(05):87.
[2]罗斌.浅谈电子信息技术在绕线机领域中的应用[J].才智. 2016,(08):237.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



