厦门虹鹭钨钼工业有限公司 福建 厦门 361021
摘 要: 钨具有高熔点,高硬度等特性,钨材料广泛运用于工业技术中,早期我司主要生产传统丝材,广泛运用于照明行业,如:白炽灯,卤素灯、氙灯等;随着技术革新,LED逐渐在照明行业运用,传统照明受到很大的替代,所以我司近几年不断开发大规格棒材,我们在大规格的钨棒,探索使用超声探伤,特别是相控阵技术(Phased array ultrasonic testing),简称PAUT技术[1],具有成像,可视化反映钨内部材料的组织缺陷。
关键词:钨;超声技术;相控阵;组织缺陷;
一、背景:
当前,由于钨的弱磁性,抗射线穿透性,无法使用磁粉检测,射线检测;常用于钨制品的无损检测技术有涡流检测、超声检测、渗透检测,其中涡流检测主要用于表面及近表面缺陷检测,渗透检测主要检测表面开口性缺陷;超声检测可检测表面及内部缺陷,但不同类型的超声适用于不同的缺陷形式的检测[2]。以往我们采用脉冲法,对钨棒的内部缺陷进行了有效的检测。但有些近表面,多层褶皱,无法被检测出来。本文试图通过PAUT技术,对我司的钨棒表面褶皱及内部存在缺陷进行检测
二、PAUT检测平台的搭建
(一)仪器选择
Novascan 32 相控阵探伤检测仪:
图1 Novascan 32
1、具备3D视图功能,缺陷在3D工件内直观展示,大小直观明确,缺陷的性质判断也更加快捷;
2、具备全新的扫查计划流程,可以实现3D聚焦法则模拟,多组同时模拟等功能,大大的简化了操作者的设置界面,能够在最短的时间内完成工艺仿真及校准等必要的步骤;
3、配备了二维码接口,能够快速实现高速二维扫查,支持面阵,双面阵扫查,更适合进行复杂的检测场景。
(二)探头选择
选择中频线阵自聚焦探头

图2 线阵自聚焦探头
(三)测试机构
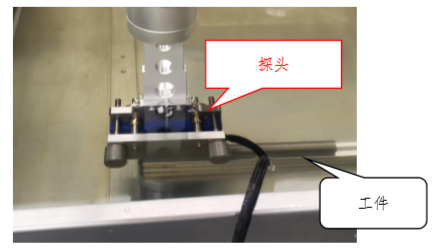
图3 测试机构
三、PAUT检测过程
1、工件情况说明

图4 标样及正常生产钨棒
检测工件为钨棒,如图4所示,其中小钨棒直径为 15.13mm,长度为 199.5mm;是人工制作的缺陷标样。
大钨棒直径为 25.12mm,长度为 235.5mm;是天然缺陷的钨棒样品,分为1-7区。
本次实验采用PAUT技术检测两个钨棒缺陷情况。
2、扫查图像说明

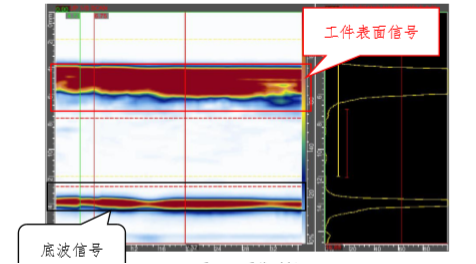
图5 图谱详解
如图4所示,若工件上表面信号和底波信号间出现回波,说明存在缺陷。
3、钨棒PAUT检测结果
1、15.13mm标样钨棒
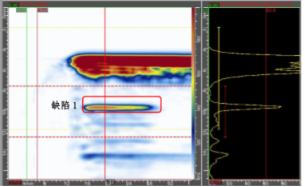

图6 电火花雕刻人工裂纹
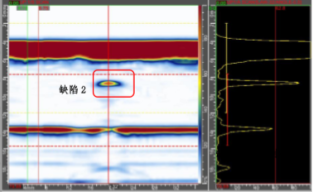

图7 电火花雕刻平底孔
2、25.12mm天然缺陷的钨棒
①异常图谱
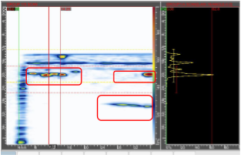
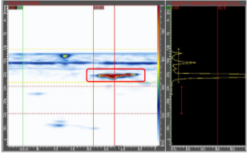
图8 Ι区 图9 Ⅱ区


图10 Ⅴ区 图11 Ⅶ区
②金相验证:
![]()


图12Ι区 图13 Ⅱ区




图14 Ⅴ区 图15 Ⅶ区
四、结论
通过PAUT检测,检测到了四处的疑似缺陷的图谱,结合金相分析技术,得到了一一对应的验证,证明PAUT检测技术在钨棒中的应用是可行的,可以很好的弥补了当前脉冲超声探伤盲区大的缺陷,特别是表面裂纹,在PAUT检测技术下,与正常组织对比下,裂纹的组织差异性显得更加明显,可作为钨棒质量检测的重要依据。
结束语:综上所述,在本次测试实验中,PAUT检测技术首次应用于钨棒的无损检测,取得了不错的效果,但所有的检测都有下限,不排除有更微小的缺陷无法被PAUT检出,检出限的问题有待于进一步的研究完善。
参考文献:
[1] 施克仁,郭寓岷. 相控阵超声成像检测[M]. 北京:高等教育出版社, 2010. SHI Keren , GUO Yumin. Phased array ultrasonic imaging and testing [M]. Beijing:Higher Education Press, 2010.
[2] 施克仁,郭寓岷. 无损检测新技术[M]. 北京:清华大学出版社, 2007. SHI Keren,GUO Yumin. Advanced non-destructive and evaluation techniques [M]. Beijing:Tsinghua University Press, 2007.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



