中车青岛四方机车车辆股份有限公司 山东青岛 266109
摘要:本文通过激光-复合电弧焊技术,分析了设备焊接特点及质量控制,针对实际工况优化了工艺标准,满足了焊接要求,以及新工艺对产品的经济可靠性需求。
关键词:激光-复合电弧焊 工艺优化 质量控制
1、概述
激光-复合电弧焊是采取激光束和电弧作为复合人员的填丝熔化焊接方法,它充分利用激光能量密度高与电弧适应性好的特点,具有大熔深、变形小、高强度和良好的工艺适应性特点,容易实现自动化、智能化加工的焊接技术。可通过多种传感器完整采集过程信息实现焊接过程在线监测和闭环控制,为建立高效智能焊接制造系统奠定基础,是轨道交通车辆制造中理想的新型焊接方法。
近年来,激光-电弧复合焊接技术得到快速发展,在航空航天、汽车、造船及石油管道等行业俊得到了广泛的应用。
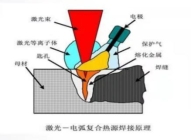
2、工作原理
一种铝合金激光电弧复合焊系统,可以满足铝合金、碳钢、不锈钢构件的焊接要求,同时具备激光清洗和焊缝监测功能,辅助以激光发生器、水冷机、激光功率检测仪等配套设施。设备运行时产生的高能激光束热能和焊枪电弧,通过旁轴式叠加组合作为集中热源,外加焊丝辅助填充,将构件母材熔透达到焊缝成形来实现焊接的过程。
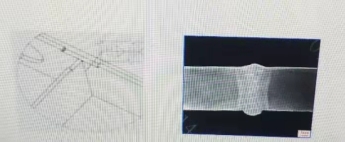
某型号地铁采用枕梁盖板构件实施激光-电弧复合焊接,部分焊缝接头形式、焊接参数以及宏观切片验证如下。
裂纹 Cracks | 未熔合 Lack of fusion | 根部未焊透 Incomplete Root Penetration | 咬边 Undercut | 根部收缩h1≦0.05t Shinkegroove | 余高:h2≦1+0.1b1 Limit for excessive weld metal | 未焊满h2≦0.05t Limit incompletely Filled groove | |||||
根部收缩h1 Shinkege Groove | 0.05t | 焊缝余高h2 Reinforcement | 焊缝宽度b1 Wideth of the weid | 1+ 0.1b1 | 未焊满h2 incompletely Filled groove | 0.05t | |||||
无 N/A | 无 N/A | 无 N/A | 无 N/A | 0 | 030 | 0.47 | 3.14 | 1.31 | 0 | 0.30 | |
焊瘤 Overlep | 下榻:h4≦1+0.3b2 Limit for excess penertration | 烧穿 Burnthrough | 错边hs≦1t Limit for linear mise ligment | 其他缺陷 Other imperfections | 评定结果 Resuit | ||||||
下榻: Excessive penetrotion | 焊缝宽度b2 Wideth of the weid | 1+ 0.3b2 | 错边hs Linear misa ligment | 0.1t | |||||||
无 N/A | 0.65 | 2.45 | 1.80 | 无 N/A | 0 | 0.60 | 无 N/A | 符合 Acceptable | |||
3、应用及改进
某车型地铁车辆枕梁组成采用Q345耐候钢板激光-复合焊接实验后,依据GB/33214-2016标准进行外观检测,焊缝成形及熔深满足技术要求。不足之处是焊缝収弧位置存在未填满缺欠,需要人工MAG补焊修复完成。通过现场工艺分析焊缝特点,结合设备调试结果,在满足焊接熔深的前提下,对焊枪送丝机构速度进行调整优化,由2.5m/min提高到3.8m/min,同步对焊接工艺文件及焊缝接头WPS优化完善。经过多次验证,枕梁焊缝収弧处填充饱满,满足焊接标准要求,减少了人工补焊作业,工艺改进效果明显,为后续轨道车辆推广应用打下良好基础。

4、结论
铝合金激光复合焊接是一门全新技术,在轨道车辆应用中需要不断的改进工艺措施,持续提高设备的焊接实用性,使其功能更好的满足产品质量标准和生产,该焊接设备系统在未来市场上具有较好的前景,可以不断地提高公司产品的创新和竞争力。
参考文献:
[1]许新猴.激光电弧复合焊技术综述 ,现代焊接,2014-11-10.
[2]陈彦宾.现代激光焊接技术,北京科学出版社,2005:30-44.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



