(广东省韶铸集团有限公司 512031)
摘要:本文介绍耐高压六缸连体铰链梁产品的铸造研制思路,以及关键工序质量策划和工艺控制要点,为结构复杂、高要求铸钢件产品的研发和质量控制提供了参考。
关键词:连体铰链梁 铸造工艺优化
铰链梁是生产人造金刚石六面顶压机设备的关键零部件。六面顶压机在实际使用过程中,铰链梁受到循环张力和循环热应力的双重作用,不仅要求保证铰链梁在常温常压调试状态下的精度,更要保证在承受高温高压双重作用时,铰链梁的变形保持一致。这款六缸连体缸铰链梁属于无缸压机(既把传统的原铰链梁内的高压油衬缸去掉,使活塞直接与铰链梁配合的压机)。连体六缸设计,保证了高温高压下的变形一致。无缸套设计,减少了六个高强合金钢衬缸的材料、加工、热处理费用,大大降低压机造价,而且可在铰链梁尺寸相同的情况下,增大活塞的尺寸,增大压机的吨位,或是在吨位不变的情况下,降低油压压力。这些优点使得这种六缸连体无缸压机近年倍受青睐。
 1铸件分析
1铸件分析
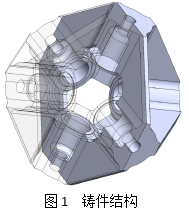
1.1零件结构分析
铸件单重1600Kg,外轮廓尺寸1111×1111×1111。如图1所示,六缸连体铰链梁是六个缸筒和耳板相互连接组成。其中耳板与缸筒交接位形成多个独立的热节。六个缸筒呈面心立方体结构,缸筒筒身指向立方体中心。
1.2技术要求分析
耳板厚度公差和其他尺寸均按照GB/T 6414《铸件 尺寸公差、几何公差与机械加工余量》标准中的DCTG12检查验收;铸件粗加工后需要对耳部、底部及缸径上面进行磁粉和超声波探伤,其中超声波检测按照GB/T 7233.1《铸钢件 超声波检测第1部分:一般用途铸钢件》中的II级进行,耳部原则上不允许出现50mm×50mm×15mm以上的焊修。
1.3铸造性能分析
这款高压六缸连体铰链梁结构复杂,具有多个分散独立热节(耳板和缸筒头部交接位),较难实现集中设置冒口,整体补缩。
铸件材质为ZG35Cr1Mo,具体成分及性能要求见表1、表2。相对于普通碳钢来说其中的铬带来三个不利方面:①.生成夹杂物及氧化膜,使钢液变稠,降低流动性;②.增加体收缩量,增大缩孔倾向;③.减小导热性,增大热裂倾向。其中的钼也有不利方面:①.在低合金范围内,降低流动性;②.略增加缩孔倾向;③.质量分数在1%下时,生产MoS在晶界上析出,降低导热性,并增大收缩,增大冷、热裂倾向。以上因素在进行铸造工艺设计时都需全面考虑。
表1 ZG35Cr1Mo化学成分
化学成分 | C % | Si % | Mn % | Cr % | Mo % | S、P % | Ni、Cu % |
标准 | 0.30-0.37 | 0.30-0.50 | 0.50-0.80 | 0.80-1.20 | 0.20-0.30 | ≦0.035 | ≦0.30 |
均差范围 | 0.27-0.40 | 0.26-0.54 | 0.47-0.83 | 0.75-1.25 | 0.18-0.32 | ≦0.035 | ≦0.30 |
表2 ZG35Cr1Mo力学性能
热处理状态 | ReH | Rm | A | Z | KU2 | AKDVM | |
单位 | MPa | MPa | % | % | J | J | |
ZG35Cr1Mo | 正火+回火 | 392 | 588 | 12 | 30 | 23.5 | |
调质 | 490 | 686 | 12 | 25 | 31 | 27 |
2 铸造方案确定
2.1铸造工艺方案制定与选择


通过对铸件结构、技术要求和材质、铸造性能等综合分析,设计六冒口方案:六个冒口在缸体头部,并将缸身头部小孔铸实,使缸身的分散热节组成整体大热节,便于补缩(见图2 六冒口工艺方案三维图)。并通过Procast对工艺进行了凝固仿真,从仿真的缩孔缩松结果查看,解决了缸身同耳板交接位置的缩松情况。但此方案有三层冒口,分型困难,坭芯个数多,实际操作中容易出现耳板尺寸难保证情况,并且散砂掉落型腔后,不便观察和抽砂。


为了优化六冒口方案以上问题,经过评审修改方案为五冒口工艺,从四个缸身中心分型,并采用实样上型板,只需另出缸体内腔坭芯。整个分型造型工艺变得更加简洁也利于铸件整体尺寸的保证。同六冒口工艺方案设置相同的参数用Procast对五冒口工艺方案进行了凝固仿真,从仿真的缩孔缩松结果查看,在未设置冒口的下层缸身同耳板交接的四个位置出现了缩孔。
通过从操作简便性、尺寸保证、补缩要求及仿真模拟结果等多方面比较,两种方案各有优缺点,具体见表3:
表3铸造方案对比
六冒口工艺方案(方案一) | 五冒口工艺方案(方案二) |
优点如下: 1.补缩充分,内在质量得到充分保证。 2.底层设置有冒口,有利于浇注底返浇口的设置。 | 优点如下: 1.模具制作难度小。 2.造型配模操作简单,坭芯少,尺寸容易保证。 3.冒口较少,六个缸筒中只有五个铸盲,后工序工作量相对较少。 4.铸件出品率较高。浇注重量2850Kg.出品率56.1%。 |
缺点如下: 1.模具制作复杂。 2.充型条件不良,不利于夹渣砂等上浮。 3.坭芯多,操作复杂,不利于整体尺寸控制。 4.冒口较多,六个缸筒均有部分铸盲,后工序工作量大。 5.出品率较低。浇注重量3350Kg,出品率47.8%。 | |
1.底部的一处缸体无法设置冒口进行补缩。 2.浇口在筋板上,有卷气和夹砂风险。 |
两种工艺方案经过仿真模拟及结合现场操作等多方面比较,最终我们择优选取方案二,并对方案二底部一处缸体无法直接补缩的问题通过设置外冷铁等措施进行了优化,现场按优化后的方案二进行了生产试制。
2.2浇铸件浇注系统的设计及布局
 钢液浇注温度高、流动性差、易氧化,因此要求快速、平稳地充型。根据这一原则我们采用底返式开放浇注系统。直浇口采用φ80陶管,内浇口采用4道φ60陶管。与铸件筋板位接触位采用变径浇口。浇注系统各单元截面积为 A包≈28.26cm2,A直≈50.24cm2,∑A内≈113.04cm2。各单元截面积比例为A包:A直:∑A内≈1:1.78:4。根据钢包实际情况,采用6吨钢包浇注核算钢液在型腔中上升速度:包眼φ60,理论流速90Kg/S。铸件浇注到上层冒口台的理论时间约为32S,理论钢液上升速度约为36.4mm/S。满足工艺设计要求。
钢液浇注温度高、流动性差、易氧化,因此要求快速、平稳地充型。根据这一原则我们采用底返式开放浇注系统。直浇口采用φ80陶管,内浇口采用4道φ60陶管。与铸件筋板位接触位采用变径浇口。浇注系统各单元截面积为 A包≈28.26cm2,A直≈50.24cm2,∑A内≈113.04cm2。各单元截面积比例为A包:A直:∑A内≈1:1.78:4。根据钢包实际情况,采用6吨钢包浇注核算钢液在型腔中上升速度:包眼φ60,理论流速90Kg/S。铸件浇注到上层冒口台的理论时间约为32S,理论钢液上升速度约为36.4mm/S。满足工艺设计要求。
3.铸件试制控制过程及数据分析数据
3.1造型材料及前工序过程控制
3.1.1造型材料及型砂工艺
我公司有两种型砂工艺:一种为传统的二氧化碳水玻璃硅砂工艺,主要为大型重型铸件配备;另一种为呋喃树脂宝珠砂工艺,主要为中小型及质量要求较高的铸件配备。宝珠砂与硅砂原砂性能对比参见表4。
表4 宝珠砂、硅砂性能对比
名称 | 化学性质 | 堆积密度 | 热导率 | 热膨胀率 | 比热容 | 耐火度 |
单位 | t/m3 | W/(m•K) | % | J/(Kg•K) | ℃ | |
宝珠砂 | 中性 | 1.9-2.0 | 0.5-0.6 | 0.13 | 2210 | 1800 |
硅砂 | 酸性 | 1.4-1.5 | 0.7-0.8 | 1.5 | 1214 | 1710 |
从表中可以看出宝珠砂与硅砂相比有低膨胀的特点,可以防止铸件产生夹砂结疤等铸造缺陷,可以提高复杂铸件的尺寸精度。
目前公司使用的是无氮呋喃树脂,固化剂为相配套的苯磺酸,总酸度视型砂温度进行调节。树脂具体参数参见表5.
表5 呋喃树脂指标
20℃粘度 | 游离甲醛 | 游离酚 | 含氮量 | 含水量 | 糠醇加入量 | PH值 | |
单位 | MPa.S | % | % | % | % | % | |
参数 | ≦60 | ≦0.3 | ≦0.5 | ≦0.5 | ≦3 | ≥90 | 7-8.5 |
呋喃树脂宝珠砂采用二级机械摩擦再生,再生砂回用率约为98%,灼减量控制在1.5%以下。再生砂的树脂加入量控制在0.6%-0.8%之间,型砂常温干拉强度控制在0.5-0.8MPa,型砂的表面安定性需要达到98%。
3.1.2 前工序过程控制
砂型与坭芯生产时,要求用木棍等工具舂实圆角位型砂,保证型砂紧实度。防止机械粘砂。坭芯中间放置通气绳,配模时引出砂型,保持排气通畅。
砂型、坭芯涂刷醇基锆英粉涂料三遍。每遍点火,冷却后刷下一遍,防止涂料起泡。合箱后注意塞披锋,浇注前按照工艺要求锁箱,防止浇注时跑火。
3.2熔炼及浇注控制
3.2.1熔炼控制
按照熔炼工艺卡要求使用无锈无杂、低磷、低硫优质废钢做原材料。为了控制合金带入更多的S、P,选择加入金属铬,每吨钢水加入量为11.6Kg。所有合金使用前都需经过加热干燥。熔炼过程避免钢液裸露,熔清时及时投入保护渣覆盖,防止钢液吸气。
3.2.2浇注控制
使用塞杆包浇注。钢包使用前需要清除残留的熔渣并进行烘烤,烘烤约700℃(暗红)。钢液出到钢包后,需要静止5-8分钟,让熔渣充分上浮。开浇后迅速全流,浇至冒口脚时减流缓浇,最后点浇冒口并投发热剂覆盖。
3.3实际生产情况及数据分析
计划一包浇注两件。单件浇注重量为2850Kg,计划钢水5900Kg,实际出钢约6000Kg。炉前炉内测温1610℃,出钢后测温1575℃。过跨镇静7分钟测温1557℃.对包开始浇注,第一件浇注至冒口脚用时35S,浇注完成总时间45S。第二件浇注至冒口脚用时38S,浇注完成总时长50S。
根据生产中采集到的数据进行分析:浇注第一件时包眼流速约为76Kg/S,浇注第二件时流速为70Kg/S。包眼流速大致是理论流速的80%。钢液在型腔上升速度分别为:33mm/S,30mm/S。与理论上升速度相比偏低,但符合铸钢件最小上升速度大于25mm/S。
4.试制结果


![]()
![]()
首批一炉浇注了两件,经过机加工后逐项进行检查。化学成分(连体试棒成分见表6)、机械性能(见表7)、铸件尺寸、磁粉探伤、超声波探伤均符合客户的技术要求。产品见图7、图8。通过首次两件浇注试制,采集过程数据,复核铸造工艺设计方案,固化现场操作,形成了六缸连体铰链梁生产操作规范。当年就实现了批量生产,全部合格,赢得了客户信任。
表6 ZG35Cr1Mo化学成分检测结果
化学成分 | C(%) | Si(%) | Mn(%) | Cr(%) | Mo(%) | S(%) | P(%) | Ni(%) | Cu(%) |
实际成分 | 0.35 | 0.40 | 0.61 | 1.10 | 0.225 | 0.018 | 0.020 | 0.059 | 0.10 |
表7 ZG35Cr1Mo力学性能检测结果
热处理状态 | ReH | Rm | A | Z | KU2 | AKDVM | |
单位 | MPa | MPa | % | % | J | J | |
ZG35Cr1Mo | 正火+回火 | 420 | 635 | 18 | 35 | 30 |
5.结束语
在六缸连体铰链梁铸造工艺设计过程中,通过铸件结构分析,质量要求分析,并采用ProCast软件对铸造方案进行了模拟分析,对铸件的凝固过程进行了数值模拟分析,准确有效地预测出其中的缩孔产生。通过改进工艺方案,避免了缺陷的产生。
通过采用底注式浇注系统,钢液充型平稳。钢液上升到冒口脚缓浇,有利于夹杂物向冒口汇集和排气。保证了铸件内在质量。
参考文献:
【1】中国机械工程学会铸造分会编.铸造手册第2卷:铸钢【M】.北京:机械工业出版社,2003 .
【2】中国机械工程学会铸造分会编.铸造手册第4卷:造型材料【M】.北京:机械工业出版社,2003 .
【3】中国机械工程学会铸造分会编.铸造手册第5卷:铸造工艺【M】.北京:机械工业出版社,2003 .
【4】李日.铸造工艺仿真ProCAST从入门到精通【M】.北京:中国水电出版社,2010:241.
【5】李传栻.漫画硅砂的替代材料【J】.铸造纵横,2011(9):65 .
【6】江长,向思雨.基于ProCAST的主轴箱铸造工艺数值模拟及优化【J】.铸造工程,2020,44(5)40-43.
【7】宁兆生,包有宇,郑松翔,等.复杂钛合金阀体的铸造工艺设计与研究【J】.铸造,2018(12),1111-1112.
【8】王海涛,张国玲,于化顺,等.铬、铝、硅对铁基高温合金抗氧化性能的影响【J】.材料工程,2008(12),73-77.
【9】EMAD EL-KASHIF,ASAKURA Kentaro,KOSEKI Toshihiko,et al. Effects of boron,niobium and titanium on grain growth in ultra high purity 18% Cr ferritic stainless steel【J】.ISIJ,2004, 44(9),1568-1575.
作者简介:
陈晓华(1980-),女,工程师,主要从事铸钢件技术研发及质量管理工作。
E-mail:angel304@163.com

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



