湖南省特种设备检验检测研究院 湖南常德 415000
摘要:液化石油气是目前城乡居民生活不可或缺的一部分,液化石油气钢瓶的社会保有量长期居高不下,每年定期检验的钢瓶数目很大。为减轻人工检瓶劳动强度,减少人工误差与人为干预,提高工作效率,在现有科学技术(尤其是计算机图像识别技术)的加持下,提出实现液化石油气钢瓶检验自动化的研究课题。结合液化石油气钢瓶定期检验的特点和目前国家相关安全技术规范、标准要求,从液化石油气钢瓶几个常规检验项目分析实现检验自动化的可行性。
关键词:液化石油气钢瓶;定期检验;自动化
一、前言
随着社会经济的发展和环境保护力度的加强,液化石油气(以下简称液化气)作为一种清洁能源已经广泛进入城乡居民的生活当中,成为很大一部分群众居家生活不可或缺的一部分,其应用载体——液化气钢瓶——的社会保有量也因此一直居高不下。然而,由于其盛装介质具备易燃易爆的特性,在生产和使用中稍有不慎,就有引发较大人员伤亡和经济损失的风险,因此,我们国家将液化气钢瓶纳入特种设备目录进行管理,其生产、使用、管理必须按照国家法律、法规、标准、规范的要求进行,其中,对在用钢瓶进行定期检验就是其中的重要一环。
TSG 23-2021 《气瓶安全技术规程》第9.3条规定:液化石油气钢瓶定期检验周期为4年。GB 8334-2011 《液化石油气钢瓶定期检验与评定》第3.3条规定:钢瓶定期检验项目包括外观检查、阀座检查、壁厚测定、水压试验、瓶阀检验、气密性试验。经外观检查,若对钢瓶容积有怀疑时,应进行容积测定(补充检验)。由于液化气使用在全国的普及率高、钢瓶实际保有量巨大,每年的到期检验钢瓶数量惊人,以一个500万人口的地市级中部地区行政区域的钢瓶检验站摸底调查情况来看,近四年年检瓶数量均超15万只,如此数量的检瓶量,对采取逐只人工的方式来开展检验工作困难很多。因此,我们提出,钢瓶检验站在现有的检验流程机械化辅助作业的基础上开展自动化、智能化检验技术的研究,为液化气钢瓶检验开辟一条新路。
二、实现方法
自动化、智能化钢瓶检验的思路主要就是应用计算机图像(图形)识别技术,结合钢瓶特点和检验技术要求而开展。在液化石油气钢瓶定期检验的一般程序(如下图)中,如残液(气)处理、瓶阀拆卸、表面清理、瓶阀装配、标志和涂敷等由产业工人操控相关机械设备完成的工序,可通过检验设备流水线进行机械化、半自动化处理。而其它主要由专业的钢瓶检验人员人工逐只完成的工序,如外观检测、壁厚测定等,则实现由计算机图像(图形)识别技术进行自动化、智能化处理,其实现方法介绍如下:
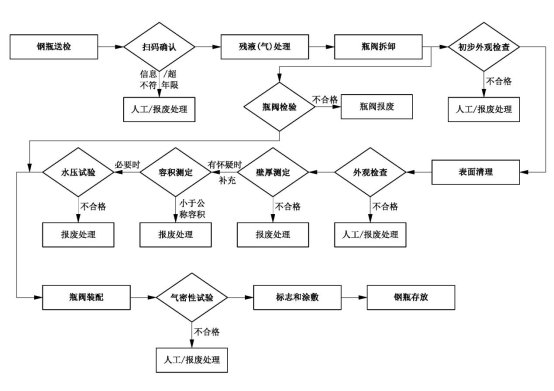
液化石油气钢瓶定期检验流程
1、扫码确认
待检验的钢瓶(已进行登记注册的),在进入检验工序前,由检瓶流水线逐只送钢瓶信息识别摄像头扫码,通过扫描钢瓶的充装二维码,将扫码后得到的待检钢瓶信息与特种设备安全监察机构建立的钢瓶信息化管理系统并网比对,确认钢瓶“身份”信息,判断被检钢瓶是否超过设计使用年限、是否登记在册合格钢瓶等,将符合检验要求的钢瓶送入接下来的检验工序。
扫码确认需要扫码信息与钢瓶信息化管理系统对接才能实现。
2、初步外观检查
在钢瓶瓶阀拆卸、瓶体除锈打磨之前,用全彩3D扫描仪对被检钢瓶逐只进行摄像,采用非接触式测量的方法,由经过了“学习”钢瓶外观的计算机软件对所摄图像动态地比对,类比人脸识别技术,对被检钢瓶外观情况进行判断,主要判断其外形、外观尺寸、机械损伤程度、护罩和底座与瓶体的联结的情况等,从而判定被检钢瓶是否符合检验要求,决定钢瓶是否进入下一道检验工序。
3、外观检查
在钢瓶除锈打磨之后,用全彩3D扫描仪对被检钢瓶逐只进行摄像,类比黑度、灰度、对比度等比较技术,对被检钢瓶表面的腐蚀情况进行判断,其一是评判均匀腐蚀面积比(腐蚀面积占钢瓶表面积比),其二是非接触式测量钢瓶表面最大腐蚀坑深、最大单个腐蚀面积,作出钢瓶是否进入下一道检验工序的判定。
同时采用初步外观检查的方法,对钢瓶瓶体外表面、底座形状及焊接接头表面再次进行检查、判断。主要检查瓶体表面损伤、凸起、皱折、凹坑、磕伤、划伤、凹陷、热损伤和肉眼可见的容积变形等缺陷,及焊缝和热影响区表面缺陷等。
用视频内窥镜对钢瓶内部进行扫描,比对经过计算机“学习”的图像对钢瓶内部异常情况(如腐蚀等)进行判断。
(外观)外观检查的实现需要计算机及相应软件经过大量样本的钢瓶图像识别学习,使之能够准确、可靠地识别相应钢瓶的缺陷且达到非接触测量的效果。
4、壁厚测定
经过表面腐蚀检查之后的钢瓶,进入测厚通道,该通道由经过技术改良的测厚仪器配多只超声波测厚仪探头组成,由机械手按预定程序操作,自动完成对钢瓶指定部位(上下封头圆弧过渡区、筒体部分距环焊缝两侧50 mm处、瓶体底部等)测厚的操作,机械手能自动完成耦合剂施加、测厚探头移动和测量、测厚仪定期校准等功能,同时,具备测厚值异常报警功能,有效辨识壁厚异常钢瓶。
5、其它检验工序
容积测定、水压试验、气密性试验等工序,分别是在对钢瓶容积有怀疑时、经安全评估后、最后检验时进行的。这些检验项目可以在检验流水线上自动进行,由高清摄像头摄像,并由计算机程序进行记录、计算和判定,实现这些工序的自动化和智能化。
三、结语
上述检验工序的非人工手工操作实现,将完成之前由钢瓶检验员人工开展的几乎所有检验检测过程。这样,一方面可以很大程度地减少人工误差与人工干预,同时,能够极大地提高工作效率,其图像提取也可以保证客观数据的保存,有利于检验过程的复现。计算机图像与数据处理的介入,将使钢瓶检验工作提升到一个新的高度,同时,也为其他特种设备检验检测,甚至是其他行业的检验检测工作提供了思路与方法。
参考文献:
[1]国家市场监督管理总局. 气瓶安全技术规程:TSG 23-2021[S]
[2]国家质量监督检验检疫总局/国家标准化管理委员会. 液化石油气钢瓶定期检验与评定:GB 8334-2011[S]
[3]郑远攀,李广阳,李晔. 深度学习在图像识别中的应用研究综述[J]计算机工程与应用2019,55(12):20-36
[4]麻兴东. 浅析计算机图像识别的智能化处理技术[J]信息系统工程
2015(8):23-24

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号



